Uprkos obilju raznih cijevnih proizvoda na savremenom građevinskom tržištu, čelične cijevi još uvijek nisu izgubile na značaju i koriste se u velikom broju područja. To se odnosi i na ugradnju sistema grijanja u prostoru, gdje se, uprkos dominaciji cijevi izrađenih od polimernih materijala, „klasična“ verzija sa čeličnim cijevima za grijanje i dalje ponekad nalazi u primjeni.
Prednosti i nedostaci čeličnih cevi za grejanje
Čelične cijevi za uređenje sustava grijanja imaju neke prednosti, od kojih su glavne sljedeće:
- čvrstoća i otpornost na mehanički stres;
- sposobnost izdržavanja vrlo visokih temperatura;
- otpornost na visoki pritisak unutar cijevi;
- jednostavnost zagrijavanja pri zamrzavanju vode iznutra;
- prihvatljiva cijena.

Što se tiče nedostataka, oni postoje, posebno:
- složenost instalacije čelične cijevi grijanje;
- složenost polaganja na onim mjestima gdje želite dati cjevovod nestandardni obrazac;
- potreba za dodatnom toplinskom izolacijom (zbog visokog koeficijenta toplinske vodljivosti čelika);
- osjetljivost na procese korozije;
- relativno kratak radni vijek od oko 15 godina.

Općenito, čelične cijevi su u nekim tehničkim karakteristikama inferiorne od cijevnih proizvoda izrađenih od raznih polimera, na primjer, polipropilena, metala-plastike, cijevi izrađenih od umreženog polietilena itd. Da bi se uklonili neki od ovih nedostataka, prilikom ugradnje se koriste različite tehnološke metode. Na primjer, ako je duljina od izvora grijanja do radijatora grijanja dovoljno velika, tada su pažljivo izolirane kako bi se izbjegli gubici topline duž putanje cijevi.
Ako je potrebno čeličnim cijevima dati otpornost na koroziju, onda se pribjegavaju procesu njihovog pocinčavanja. Ova se metoda koristi prilično često, zbog čega bi o njoj trebalo detaljnije raspravljati.
Pocinčane čelične cijevi za grijanje i svojstva pocinčanih cijevi
Način galvanizacije često se koristi pri postavljanju metalnih cijevi za grijanje, ne samo čelika, već i lijevanog željeza i nekih drugih. U ovom slučaju cijevi su obložene slojem cinka kako bi se spriječila korozija na njima pod utjecajem vode, zraka ili vlage.
Podvrgnut oksidaciji, cink se brzo prevlači oksidnim filmom, koji ga štiti od daljnjih kemijskih interakcija. Kao rezultat toga, pocinčani sloj čelika postaje otporan na procese koji uzrokuju njegovu koroziju.

Pocinčavanje se može obaviti na dva načina: difuzijskim ili vrućim. Prva metoda se izvodi na temperaturi od oko 400 ° C. U ovom slučaju koristi se cink u prahu, čiji atomi difuzijom prodiru u interkristalnu strukturu čelične cijevi. To doprinosi stvaranju vrlo jake i stabilne veze.
Što se tiče metode vrućeg pocinčavanja, čelična cijev je potpuno uronjena u rastaljeni cink na temperaturi od 450 ° C.
Kroz postupak pocinčavanja čelične cijevi dobivaju koroziju i elektrohemijsku zaštitu. Sustav grijanja, opremljen takvim cijevima, može trajati mnogo duže i efikasnije, međutim, njegov nedostatak bit će nemogućnost korištenja antifriza protiv smrzavanja. Međutim, pocinčane cijevi se smatraju znatno praktičnijim i pouzdanijim u radu od običnih čeličnih cijevi.
Ugradnja grijaćih cijevi od čeličnih cijevi može se izvesti na dva načina: navojem i zavarivanjem. Obje su metode dovoljno pouzdane, ali s tehnološkog stajališta prilično složene, pa stoga njihova provedba zahtijeva uključivanje profesionalaca.
Pri povezivanju čeličnih cijevi pomoću navoja s navojem najprije se moraju navojiti navojnice na krajevima proizvoda koji se spajaju, nakon čega se međusobno povezuju spojnicama, spojnicama, laktovima i drugim intermedijarnim proizvodima, na čiju se kvalitetu mora obratiti posebna pažnja.

A must for navojni spoj je upotreba koluta. U tu svrhu, bolje je koristiti fum traku ili vodovodnu polimernu nit. Posteljina za omatanje može se koristiti za cijevi od nehrđajućeg čelika.
Za obične čelične cijevi lan se ne preporučuje kao namatanje, jer konstantna vlaga na navojnom spoju može dovesti do korozije.
Način spajanja zavarivanjem još je pouzdaniji, no za razliku od navojnog spoja, to je jednodijelno, odnosno rastavljanje spoja postaje nemoguće ako je potrebno.
Postupak zavarivanja čeličnih cijevi može izvesti samo kvalificirani stručnjak. Za ovaj je rad potrebna posebna oprema za zavarivanje, s kojom rade značajni poteškoće i nisu dostupni onima koji nemaju profesionalne vještine.

Općenito, kada zavarivački radovi Treba poštovati sljedeća važna pravila:
- Ugradnja grijanja čeličnim cijevima treba započeti ugradnjom uspona; a zatim sa uzvodne strane treba položiti cevovod. Međutim, u većini slučajeva rad u stambenim objektima ne odvija se ispočetka, već se svodi na zamjenu zastarjelih komunalnih instalacija. Stoga, ovisno o situaciji, postupak zavarivanja može imati određene značajke.
- Pocinčane čelične cijevi su zavarene pomoću samozaštitne žice promjera oko 1 milimetar. U nekim je slučajevima moguće koristiti elektrode promjera do 3 milimetra s presvlakom od rutila ili kalcijevog fluorida.
- Priključak ne galvaniziranih čeličnih cijevi za grijanje, koje obično imaju promjer ne više od 25 milimetara, najčešće se preklapa. Montaža takvih cjevovoda nazubljenim zavarivanjem vrši se samo na poduzećima.
- Zavar pri spajanju čeličnih cijevi mora biti u odnosu na površinu proizvoda koji se spajaju i ne smije imati progib, pukotine ili druge nedostatke i nedostatke (pročitajte: „Opcije za zavarivanje pocinčanih cijevi - prednosti i nedostaci metoda“).
Značajke zavarivanja cijevi na teško dostupnim mjestima
Najveće poteškoće su zavarivanje cijevi za grijanje smještene blizu zidova prostorije. Obično je to mjesto za cijevi koje rade pod visokim pritiskom.
Rad sa takvim cijevima je sljedeći:
- Postupak zavarivanja započinje od središnjeg dna cijevi.
- Postavljanje elektrode treba biti okomito na mjesto zavarivanja. Međutim, za zavarivanje vertikalno smještenih šavova, položaj elektrode se mijenja, usmjeravajući je pod kutom prema gore ili pribjegavajte metodi tačkanog zavarivanja.
- Zavarivanje vodoravnih dijelova nije osobito teško, ali zavarivanje se mora obaviti pažljivo i precizno.
- Po završetku radova sa središnjim donjim dijelom cjevovoda, zavar se čisti od šljake, nakon čega je moguće započeti rad na suprotnoj strani cijevi, ponovo počinjući od donjeg dijela.
- Najbolja opcija je veza putem jednog visokokvalitetnog šava, međutim, rad se može obaviti i polaganjem nekoliko šavova jedan na drugi.
- Pri zavarivanju pocinčanih cijevi treba imati na umu da se sagorijevanje i isparavanje cinka događa na temperaturi od 900 ° C, a temperatura zavarivanja je mnogo viša od ovih vrijednosti. Stoga postupak zavarivanja pocinčanih cijevi prati potpuno nestajanje pocinčanog premaza na spojevima, a zavareni dijelovi mogu naknadno korodirati.

Uzimajući u obzir prisutnost određenih nedostataka u čeličnim cijevima u usporedbi s modernim polimernim proizvodima, kada ih odaberete za sustav grijanja, trebali biste pokušati što više obavljati efikasno i pouzdano sve radove. To je moguće samo ako će bilo kakvu manipulaciju cijevima izvesti samo kvalificirani stručnjaci.
Profesionalizam u ugradnji čeličnih cijevi učinit će rad sustava grijanja uslužnim i efikasnim, a istovremeno postići značajno produljenje radnog vijeka i sprečiti bilo kakve probleme i kvarove.
Kategorija: Vodovodni radovi
Navojni čelični spoj cijevi
Mreža cjevovoda kroz koji se voda, pe / p ili plin kreće pod određenim pritiskom sastoji se od zasebnih dijelova čeličnih cijevi međusobno povezanih. Cevovod duž svoje dužine, uključujući i spojeve, mora biti jak, gust i zadržati svoju nepropusnost pri izduženju ili skraćenju od temperaturnih promjena.
Čelične cijevi se mogu spojiti na navoj i zavarivanje.
Za spajanje čeličnih cijevi na navoj koriste se priključni dijelovi (fitinzi) od kaljenog lijevanog čelika i čelika. Pričvrsni nastavci od lijevanog željeza koriste se za cjevovode kroz koje prolazi voda ili para s temperaturom ne većom od 175 ° C i tlakom do 16 kgf / cm2 s prolazima koji ne prelaze R / g ”i do 10 kgf / cm2 s prolazima od 2 do 4” .
Čelični spojni dijelovi (fitinzi) mogu se koristiti za cjevovode svih promjera pri tlaku do 16 kgf / cm2. Spojni dijelovi izrađeni su cilindričnim navojem.
Čelični nastavci nemaju prirubnice na krajevima. Spojni dijelovi kovanog željeza s cilindričnim navojem za spajanje cijevi u pravoj liniji i završnim kapicama su: ravne i prilagodne spojke, priključne matice, futorki, pričvrsni vijci, čepovi (Sl. 1).
Za povezivanje cijevi pod kutom i granama (Sl. 2) koriste se sljedeći priključni dijelovi od kovanog lijevanog željeza (Sl. 2): ravni i prijelazni laktovi, ravni i prijelazni držači, ravni i prijelazni križevi.
Sl. 1. Spajanje dijelova od gusjenog lijeva za željezo za spajanje cijevi u ravnoj liniji: a - ravna spojnica, b - prijelazna spojnica, c - matica za spajanje, g - noga, d - zaključna matica, e - čep
Krajevi fitinga trebaju biti ravni i okomiti na os vezivnog dela. Unutrašnji i vanjska nit moraju biti čiste, bez grudvica i propusta i sječene točno duž središnjih linija spojnice. Područja s prekinutim nitima dopuštena su ako njihova ukupna duljina ne prelazi 10% duljine niti.
Da bi se osigurala nepropusnost spoja na navojnim spojevima, koriste se brtveni materijali: len, azbest, prirodno ulje za sušenje, bijelo, rudarsko i grafitno kit.
S cilindričnim navojnim cijevima, duž kojih teče hladna i topla voda (s temperaturom do 100 ° C), materijal za brtvljenje je laneni pramen, impregniran miniumom ili bjelinom, pomiješan na prirodnom ulju za sušenje.
Za cjevovode s temperaturom rashladne tekućine većom od 100 ° C, azbestni niz zajedno s lanenim pramenom koristi se kao brtvilo, impregnirajući ih grafitom pomiješanim u prirodnom ulju za sušenje. Konac se prvo razmazuje crvenom ili bijelom bojom. Na kratkim nitima laneni pramen je namotan sa drugog navoja sa kraja cevi duž navoja tankim ravnomernim slojem „produžetka“, bez pucanja. Pramen se prethodno mora pažljivo ispitati kako bi se vlakna dobro odvojila. Pramen mora biti suv. Rana namotana odozdo duž niti namazana je razvedenim mekom. Pramen ne smije visiti s kraja cijevi ili ići unutar cijevi, jer to može uzrokovati začepljenje cjevovoda.
Priključci moraju biti pričvršćeni na cijevima do otkaza, odnosno tako da se zakače na posljednja dva konusna navoja (navoj) navoja, što osigurava pouzdanu vezu.
Pored kratkih navoja, cevi se povezuju na duge navoje pomoću pregiba.
Sl. 2. Povezivanje dijelova izrađenih od gipkog lijevanog željeza za spajanje cijevi pod kutom i uređajima za razgraničenje: a je ravni trokut, b je prijelazni lakat, c je ravan tanjur, d je trik s dva prijelaza, e je ravan križ, g je prijelazni križ, s - krst s dva prijelaza
Povežite pogon na sledeći način. Privijte zapornu maticu i kvačilo suho na duge niti. Na kraj kratkog navoja pomoću brtvenog materijala pričvrstiti se vijak s navojem s dugim navojem. Zatim je na kraju spojnice namotan duž navoja uvijen u zaštitni materijal od flagelluma, a matica čvrsto pričvršćena na spojku. Vrećica se postavlja u okretnu spojnicu i sprečava istjecanje vode ili pare kroz navoje.
Ako u spojnici nema nagiba, flagellum materijala za brtvljenje može se istisnuti zapornom maticom i veza neće biti dovoljno čvrsta.
Spojevi cijevi moraju se očistiti od izbočenog materijala za brtvljenje sječivom.
Azbestna vrpca s platnom namotana je od navoja do početka navoja, što mu omogućava da se čvršće položi na konac i ne sruši prilikom zavrtanja okova.
Nedavno, umjesto lana, meerkata i ulja za sušenje, za brtvljenje navojnih spojeva tokom ugradnje sistema iz vodovoda i plinovoda, korištena je zaptivna traka na bazi fluoroplastike - FUM traka.
FUM traka se sastoji od fluora 4D (80-84%) i tečnog parafina za podmazivanje (20-16%).
Ftorlon 4D otporan je na sve mineralne kiseline, lužine i druga agresivna okruženja.
Za zaptivanje navojnih spojeva koristi se traka širine 10-15 mm i debljine 0,08-0,12 mm.
Površina trake treba biti ravna, bez kidanja i bubrenja.
Po izgledu traka ima bijelu boju, dopušteno je prisustvo malih nijansi i mrlja.
FUM traka koristi se za instalaciju vodovoda, grijanja i plinovoda, kao i za postavljanje procesnih cjevovoda koji prevoze medij s temperaturom od -50 do +200 ° S.
Za povezivanje cjevovoda pomoću FUM trake prethodno se navoji očiste od onečišćenja brišući ih krpama; zatim se vrpca namota na navoje u smjeru navoja, kao što je prikazano na sl. 69, nakon čega zavrtaju spojnicu ili fitinge. Na cijevima promjera 15-20 mm traka je namotana u tri sloja, a na cijevima promjera 25-32 mm - u četiri sloja.
Prilikom izrade odvojivih spojeva (zavoja) između spojnice i osigurača, namotava se snop od 3 sloja iste trake.
Ako navojni spoj ne osigurava čvrstoću i postoji potreba za zamjenom materijala za brtvljenje, navoj se mora dobro očistiti trakom i ponovno izraditi u skladu sa svim gore navedenim radnjama.
Prije zavarivanja navojnog spoja FUM trakom u pravilu treba izvesti zavarivanje cijevi. Ako je nakon brtvljenja navojnog spoja potrebno izvesti zavareni spoj, taj se kraj mora nalaziti ne bliže 400 mm od mjesta zavarivanja.
Cevi su takođe povezane pomoću priključnih matica. Kratki navoji su rezani na oba kraja cevi koje treba spojiti i pričvrstiti na zaptivni materijal pričvrsne matice. Zatim, stavljajući između dodirnih ravnina fitinga krpe od kartona, kuvanog u ulju za sušenje ili zaptivača paronita (za paru), zategnite spojnicu maticom za pričvršćivanje.
Pri povezivanju cijevi s spojnim spojnicama cijevi se smanjuju kratkim navojem koji odgovara dužini navoja na priključku.
Za spajanje vodovodnih i plinskih cijevi na navoj koriste se cijevni ključevi različitih izvedbi: ključevi za cijevi, klizni i spojni.
Kod izrade cijevi za pouzdano zaglavljenje spojnica ili spojnica na navojnom navoju nije dopušteno umetanje navojnih spojnica natrag kako bi se izbjeglo kršenje gustoće zgloba. Ako oblikovani dio ili armatura nisu zauzeli željeni položaj i ne mogu se zakrenuti duž navoja, tada se položaj može ispraviti odvajanjem osovina s obje strane oblikovanog dijela ili armature i davanjem im potreban položaj; tada se pogoni moraju ponovo povezati. Ako to nije moguće, rastavite spoj i ponovno sastavite pomoću novih zaptivnih materijala.
Cevi su pričvršćene stezaljkama ili na mestu instalacije.
Sl. 3. Ključevi za cevi: a - poluga, b - klizni, c - poklopac; 1 - fiksna poluga, 2 - pomična poluga, 3 - držači, 4 - matica, 5 - pomična spužva, 6 - opruga, 7 - spužva
Ključevi za cevi zahtevaju pažljivo održavanje, sistematsko čišćenje i podmazivanje vijaka i okretnih spojeva mašinskim uljem.
Nije dopušteno raditi s neispravnim tipkama, uključujući ključeve s obrađenim čeljustima. Takvi tasteri tokom rada iskaču iz cijevi i mogu uzrokovati modrice i ozljede.
Ne radite s ključevima čiji broj ne odgovara promjeru cijevi koje se zavijaju, jer je rad neefikasan i ključevi brzo postaju neupotrebljivi.
Zabranjeno je stavljati cijevi na ručke ključa kako bi se povećala sila koja se primjenjuje na tipke, jer se od toga ključevi savijaju i ključevi postaju neupotrebljivi.
Cijevi za vodu i plin mogu se povezati i zavarivanjem.
Pocinčane cijevi sastavljaju se samo na navojnom spoju, jer se tijekom zavarivanja razbije zaštitni sloj galvanizacije.
Navojni čelični spoj cijevi
Da biste naučili kako spojiti metalne cijevi bez zavarivanja, morate detaljno proučiti metode spajanja ovih materijala za kotrljanje. Stvar je u tome što su cjevovodi složena konstrukcija serijskog spoja asortimana kotrljajućih cijevi, mjerne opreme, ventila i drugih detalja koji su predviđeni projektom.
Spajanje se može obaviti raznim metodama. Pri odabiru optimalnog rješenja usredotočuju se na svrhu autoputa i uvjete za njegovo korištenje. Također uzmite u obzir i promjer mjerača cijevi.
Pri polaganju prtljažnika način povezivanja može biti različit. Neki od njih mogu biti jednodijelni, ali je moguće rastavljanje s naknadnom ponovnom sastavljanjem konstrukcije.
Ali postoje monolitni spojevi koji se ne mogu rastaviti bez uništavanja konstrukcije. Najpopularnije među monolitnim spojevima bilo je zavarivanje. Ali to je daleko od jedine metode koja vam omogućava da povežete dijelove cjevovoda, postoje i drugi.
Uprkos velikoj popularnosti plastike, proizvodi od čelika se i dalje koriste. Zavareno pričvršćivanje koristi se vrlo često, ali takav spoj je nemoguć bez posebnih znanja i vještina. Zbog toga mnogi pokušavaju koristiti opcije koje vam omogućavaju da se povežete na drugačiji način.
Dalje ćemo razgovarati o tome kako spojiti željezne cijevi bez zavarivanja, ali možete saznati u ovom članku. Ova metoda je vrlo česta.
Navojni priključak može stajati na takvim mjestima autoputa, gdje uvjeti omogućavaju stalno praćenje spoja. Štoviše, trebalo bi biti moguće izvesti popravak ako je potrebno.
Najčešće su niti namotane na posebnoj opremi, ali takav se rad može obaviti i samostalno.
Izvodi se u sledećem redosledu:

Kako spojiti bez navoja i zavarivanja
Dalje će se moći naučiti kako spojiti metalne cijevi bez zavarivanja i navoja. Kada je riječ o spoju kotrljanja metalnih cijevi, ovu metodu nije moguće zaobići, jer je veoma popularna tokom instalacijskih radova.

Da biste ga ispunili, uzmite posebne armature, koje se nazivaju prirubnicama. Ovi dijelovi su opremljeni gumenom brtvom. Sam spoj se izvodi u sledećem redosledu:
- Na području pričvršćivanja napravljen je rez. Izvodi se jasno okomito, a na njemu ne bi trebalo biti nikakvih izbočina. Faseta ovdje nije potrebna.
- Pripremljenu krišku stavite prirubnicu.
- Nakon toga se unosi gumena brtva koja bi trebala ići 10 cm dalje od rubova reza.
- Stavite prirubnicu na brtvilo. Nakon toga, pričvršćen je na drugu stranu prirubnice na drugoj metalnoj cijevi.
- Vijke ne pritegnite prejako zatežući prirubnice.
Sljedeća opcija povezivanja je spajanje. Ova metoda omogućuje izradu pouzdanog, visoko zabrtvljenog spoja.

Instalacijski radovi se izvode u sljedećem redoslijedu:
- Pripremljene za lijepljenje, na krajnjim dijelovima odrezuju se metalne cijevi. Krišku na njima treba obaviti okomito i osigurati da ona teče glatko.
- Na područje zgloba primjenjuje se spojnica. Sredina priključnog elementa mora biti smještena točno u području spojne cijevi.
- Marker je označen na cijevima, naznačit će položaj ugradnje.
- Silikonska mast prekriva završne dijelove smjese.
- Prema pokazatelju oznake, jedna cijev je umetnuta u priključni dio. Nakon toga se drugi stavlja u jednu aksijalnu liniju sa prvim, a tek nakon toga fiksira se spojnicom. Oznaka pri stavljanju će biti marker nalijepljen markerom.
Video
Priključak za metalni plin
Prije spajanja metalne plinske cijevi bez zavarivanja, morate proučiti sve nijanse ovog rada. Pri povezivanju plinovodnih cijevi treba strogo pridržavati preporuka profesionalaca.
VAŽNO! U ovom radu prije svega morate poznavati osnove sigurnosti i provjeriti ispravnost komponenti središnjeg autoputa. Tada morate isključiti dovod plina i ispuhati njegove ostatke. Tek nakon toga možete započeti samo djelo.
Glavni načini povezivanja takve linije bez zavarivanja su navojni i prirubnički.
- Konac. Da biste na ovaj način povezali cjevovod za opskrbu plinom, potrebno je zatvoriti utičnice konopljim vlaknima natopljenim u sušnom ulju.
- Prirubnica. Ova opcija se odlikuje jednostavnom ugradnjom i postala je široko rasprostranjena. Samo stručnjaci upozoravaju da je njegova pouzdanost mnogo manja nego kod upotrebe zavarivanja.
Ove metode koriste iskusni zanatlije, jer trebaju koristiti posebnu opremu.
Da biste autocestu povezali vlastitim rukama, trebali biste imati sljedeće alate:
- Podesivi ključ.
- Mast i vuča.
- Spajanje cijevnih grana.
- Konektor koji je opremljen dvostranim navojima.
Video
Proces akcije:
- Prije svega, plin se isključuje. Nakon toga, preostali gas se izduvava iz sistema. To nikako ne treba zaboraviti. Bilo koja iskra tijekom rezanja može dovesti do nepredvidivih posljedica.
- Brusilica ili motorna pila odsjekli su nepotrebne komade metalnih plinskih cijevi. To je lakše postići brusilicom i manje vremena se troši. Sa nožom za metal metalne radnje trajat će duže, a odlikuje ih veća složenost.
- Nakon što je rez napravljen, jednu stranu treba zapečatiti.
- Ako jedna strana treba biti spojena na crijevo, tada je na odrezanom komadu potrebno pripremiti navoj.
- Vučena namočena mašću namotana je na prerezanu nit. Za sve ove radnje mora se koristiti podesivi ključ.
- Za postavljanje novog dijela cjevovoda, možete koristiti posebni adapter za pričvršćivanje. Takvi dijelovi su pripremili dvostrani navoj i maticu.

- Ispravna veza se provjerava na sljedeći način. Sapun se nanosi na područje zgloba. Kada se na površini pojave mjehurići sapuna, savjetuje se da se spoj isteže.
Spajanje prigušivača cijevi bez zavarivanja
Ako je došlo do uobičajenog problema s trulom prirubnicom „čepa“, tada je vrijedno razmotriti kako spojiti prigušivačke cijevi bez zavarivanja. U tome je cijela poanta. U ovoj situaciji postoji nekoliko opcija.
Prva opcija je kuhanje. Sljedeća je mogućnost kupovina novog prigušivača. Treća opcija je traženje alternativnih rješenja. U oba slučaja morate platiti mnogo novca. Ako na prigušivaču nema jake hrđe, tada možete upotrijebiti stezaljku.

Kao što je praksa pokazala, takve stezaljke dugo su koristile svjetski poznate auto kompanije poput Folksvagena i Audija. I treba napomenuti da su ti uređaji u mnogim slučajevima uspješno zamijenili zavarivanje u popravcima automobila.
Video
Zbog toga dizajn može dugo trajati i dugo ne hrđa. Spajanje stezaljkom ne izgleda teško.
U prodaji možete pronaći proizvode različitih proizvođača, a gotovo svi proizvodi su povoljne cijene i dobre kvalitete. Takve stezaljke možete kupiti u bilo kojoj trgovini dijelova. Majstori ovu opciju nazivaju odličnom alternativom skupom zavarivanju.
 Ugraditi stezaljku je vrlo lak zadatak. Za to ne morate imati profesionalne vještine:
Ugraditi stezaljku je vrlo lak zadatak. Za to ne morate imati profesionalne vještine:
- Oštećeno područje se mora rezati.
- Sjedala se moraju očistiti četkom za metalne proizvode.
- Takođe, preporučuje se presvlačenje sedišta crvenim zaptivačem.
- Na stezaljke se vijci otpuštaju, a on postavlja metalnu cijev.
- Dalje, vijci se moraju zategnuti. Ali, ne preporučuje se posebno prskanje.
Spajanje metalnih cevovoda za sistem grijanja
 Kada odlučujete kako spojiti željezne grijaće cijevi bez zavarivanja, preporučuje se uzeti u obzir da stručnjaci rangiranje zavarivanja smatraju najpouzdanijim opcijama. Samo stručnjak može povezati prtljažnik na ovaj način.
Kada odlučujete kako spojiti željezne grijaće cijevi bez zavarivanja, preporučuje se uzeti u obzir da stručnjaci rangiranje zavarivanja smatraju najpouzdanijim opcijama. Samo stručnjak može povezati prtljažnik na ovaj način.
Druge metode možete koristiti sami:
- Konac. Može se primijeniti tamo gdje postoji stalna prilika za obavljanje zajedničke kontrole. Postupak izvođenja spojeva ove vrste je gore.
- Muftovy. Ova metoda omogućuje stvaranje hermetičkih i pouzdanih struktura na liniji grijanja. Kako spojiti spojnicu možete vidjeti u gornjem opisu.
- Prirubnica. Govoreći o ovoj metodi, treba napomenuti da je jedna od najpopularnijih za sustav grijanja.
Video
Za bakrene proizvode u grijanju koristi se i metoda poput gašenja. Ova opcija vam omogućuje stvaranje odvojivog spoja bez zavarivanja, što će vam pomoći kod prisilne montaže grijanja.
Za ovaj će postupak biti potrebna upotreba posebnih alata. A redoslijed postupaka je sljedeći:
- Nakon sečenja završava se metalna cijev.
- Spojka je fiksirana na cjevovod.
- Zatim se cijevi ubacuju u uređaj za stezanje.
- Tada počinju zatezati vijak. Učinite to sve dok se na kraju obratka ne formira kut od približno četrdeset i pet stepeni.
- Nakon pripreme bakrene cijevi do spoja, čahura se dovodi do njega, a matice se zategnu.
Pored ovih opcija, prilikom uređenja sustava grijanja koristi se metoda za prešanje za povezivanje. Za ugradnju proizvoda iz. Zatim se, pod utjecajem ručne ili hidraulične preše, vrši fiksiranje.
Video
Ako je vod za grijanje sastavljen od proizvoda koji su opremljeni posebnim rukavicama za prešanje.
Takvi dijelovi omogućuju prešanje obradnog predmeta i ugradnju iznutra, a istovremeno brtve s vanjske strane stvaraju veliku nepropusnost konstrukcije.
Tehnološke karakteristike čeličnih proizvoda s dugim i kratkim navojima
Ali čak i za običnog laika s malo iskustva, ovaj rad neće uzrokovati posebne poteškoće. Na direktnom dijelu cjevovoda postavljaju se spojnice, adapteri, matice, konektori, utikači i tako dalje.
Za spajanje cijevi pod kutom i za razgraničavanje ugrađuju se druge vrste armature: laktovi, prijelazi i drugi. Krajnji dijelovi dijelova za spoj moraju se očistiti, a navoj se mora izvršiti velikom brzinom točnosti.
Da bi se povećala čvrstoća spajanja tih proizvoda, namotava se pramenom platna, samo je nit prije toga prekrivena bijelom.
Kratko navojni dio karakterizirane takvim osobinama. U području dva okreta na kraju, koji se nazivaju navojnim navojem, dubina je obično kraća. To omogućava snažniji spoj bez zavarivanja, bez upotrebe otvora i zaptivača.
Video
Dva dijela na izduženom navojnom dijelu mogu se pričvrstiti bez zavarivanja prekomjernim ovjesom. Prvi dio je kratak, a drugi veliki. Kratki je dizajniran za ugradnju s spojnicom. Spojnica sa zapornom maticom postavlja se na izduženi navoj. Velika nit omogućava vam podešavanje duljine radnog predmeta.
Vozači se najčešće koriste u popravljanju oštećenog dijela autoputa. Spojni element i zaporna navrtka dovode se do velikog navoja.
Za montiranje štitnjaka se koristi brtveni navoj. Namotan je do kraja kratkog navojnog navoja na metalnom proizvodu.
Ponekad se prilikom postavljanja pogona između zaporne matice i spojnice postavlja snop FUM trake. Položen je u tri sloja. Takav spoj se izvodi na sljedeći način:
- Spojka i matica zavrtnja pričvršćeni su na veliki navojni navoj.
- Istovremeno uzimaju nit za brtvljenje. Namotan je na kraju spojke koji je čvrsto uklopljen zapornom maticom.
- Šipka bi trebala ležati u prečniku, samo tako ni tekućina ni para ne mogu izaći.
Govoreći o tome kako spojiti dvije metalne cijevi bez zavarivanja, vrijedno je odvojeno se zadržati na takvoj opciji kao što je Gebo. U dijelovima autoceste gdje je veza u teško pristupačnoj zoni, ova metoda je prilično efikasna.
 Ime Gebo je dobilo poseban dojam. Postavljen je za jedinstvenu svrhu povezivanja nekoliko cijevi. Sav posao se može brzo i lako izvesti. Navojni navoj nije potreban.
Ime Gebo je dobilo poseban dojam. Postavljen je za jedinstvenu svrhu povezivanja nekoliko cijevi. Sav posao se može brzo i lako izvesti. Navojni navoj nije potreban.
Postoji pogrešno mišljenje da je opasno pristati uzlazno cijevi bez zavarivanja s takvim detaljima. Ali, pravilno postavljen ovaj element može izdržati vrlo velika opterećenja. Također je potrebno dodati da je takav mehanizam vrlo otporan na utjecaj aksijalnih sila.
Video
Uz održavanje temperaturnog režima, takav dio savršeno drži ne samo metalne proizvode, već i plastične.
Pomoću gore opisanog materijala jasno je kako spojiti metalne cijevi bez zavarivanja. Gotovo sve predložene metode pogodne su za neiskusne majstore, a omogućuju vam povezivanje proizvoda bez skupog zavarivanja, za koje je potrebna visoka kvalifikacija i posebna oprema.
Pri izgradnji privatne kuće prije svega treba voditi računa o visokokvalitetnom sustavu grijanja i izolaciji kuće. Nije tajna da u bilo kojem sustavu grijanja cijevi igraju jednu od glavnih uloga. U nedavnoj prošlosti čelične cijevi su se naširoko koristile za grijanje, ali njihova je upotreba bila povezana s nekim poteškoćama, naime stvaranjem korozije na zidovima cijevi.
Sa pojavom novih materijala, kao što su i, čelične cijevi su počele da blede u pozadinu. Međutim, zahvaljujući galvanizaciji, savremena tehnologija bili u stanju da „poraze“ koroziju, a čelične cevi su ponovo zauzele svoje mesto među cevi za grejanje.
Kao što znate, bilo koje cijevi za grijanje imaju prednosti i nedostatke, danas jednostavno ne postoji idealna opcija za sve prilike, mogu biti izuzetak. Imaju mnoge prednosti, uključujući izdržljivost, sposobnost izdržavanja visokih temperatura i mnoge druge prednosti. Stoga mnogi stručnjaci nazivaju bakrene cijevi najboljima za sustave grijanja, ali čak i oni nisu bez nedostataka, poput visokih troškova.
Razmotrite prednosti i nedostatke čeličnih cijevi za grijanje.
Prednosti
- Visoka toplotna provodljivost.
- Sposobnost da izdrži visoke temperature (topljenje na + 1500 ° C), a da se pri tome ne deformiše.
- Otporne su na čekić za vodu (podnose ekstremni pritisak 4 sata). To čini čelične cijevi pogodnima za organiziranje centralnog grijanja, s čestim čekićem za vodu i temperaturnim pljuskovima.
- Zahvaljujući galvanizaciji ne podliježu koroziji. Pocinčavanje može povećati radni vijek čelika za 15-20 godina, osim toga, povećana je elektrohemijska zaštita čelika.
- Mehanička čvrstoća.

Sistem grijanja čeličnim cijevima stambene zgrade.
Nedostaci
- Osjetljivost na koroziju (čak i pocinčane cijevi vremenom korodiraju).
- Mineralne supstance talože se na unutrašnjim zidovima i tako stvaraju zagušenje. S vremenom se takvi zagušenja mogu pretvoriti u prometne gužve koje u potpunosti blokiraju protok rashladne tekućine. Da biste izbjegli pojavu naslaga, potrebno je koristiti posebne tekućine kao rashladne tekućine. Međutim, ovaj način problema ne rješava u potpunosti. Takve tekućine povećavaju agresivnost okoliša, što može dovesti i do negativnih posljedica.
- U slučaju polaganja čeličnih cijevi na otvorenom, njihova visoka toplotna provodljivost može se pripisati nedostatcima. Da biste izbjegli velike gubitke topline, morate koristiti toplotnu izolaciju.
Postoje dva načina za pocinčavanje čeličnih cevi za grejanje:
- Metoda difuzijskog taloženja. Metoda se temelji na stvaranju monokristalne rešetke, koja nastaje interakcijom atoma različitih supstanci (čelika i cinka). Cijeli postupak se provodi u posudama s prahom. Rezultat je trajan, otporan premaz;
- Čelične cijevi se spuštaju u otopinu cinka, čija je temperatura oko 450 ° C. Tako su unutrašnje i vanjske površine cjevovoda obložene cinkom, čime se povećava radni vijek materijala.
Napomena! Cijena pocinčanog čelika veća je od troškova metala, polipropilena i crnog čelika.
Da bi se na neki način spriječila pojava korozije, cijevi bez pocinčavanja prije instalacije treba premazati posebnom bojom.
Instalacija
Postoji nekoliko načina spajanja čeličnih cijevi za grijanje. Svaki od njih ima svoje prednosti i nedostatke, kojih se mora imati na umu prilikom instaliranja sustava grijanja. Samo usklađenost tehnološki proces izbjeći će neugodna iznenađenja u sezoni grijanja.

Čelična cijev sa slavinom na aluminijumskom radijatoru.
Načini spajanja čeličnih cijevi za grijanje:
Gasno zavarivanje. Koristi se uglavnom za spajanje cijevi s tankim zidovima. Kao rezultat plinskog zavarivanja, dobiva se pouzdana i trajna veza. Često se koristi u zatvorenim prostorima kada se koriste druge metode povezivanja fizički nije moguće;
Električno zavarivanje Najčešće se koristi za zavarivanje cjevovoda sa debelim zidovima (grijalice). Električno zavarivanje omogućava vam zagrijavanje cijele debljine cijevi, što je teško postići plinskim zavarivanjem;
Navojna veza. Izvodi se pomoću posebnih navojnih spojnica. Pored toga, potrebno je samostalno navojiti cev, što povećava vreme instalacije sistema.
Važno! Pocinčane cijevi mogu se montirati samo pomoću navojnih spojeva, uporaba zavarivanja je krajnje nepoželjna. Činjenica je da se tijekom postupka zavarivanja, pod utjecajem visokih temperatura, cinkova prevlaka jednostavno izgori. Cink nije u stanju da izdrži temperature iznad 900 ° C.
Vrste armature za čelične cevi
Zahvaljujući raznim spojnicama, izvode se grane, zavoji, prelazi s jednog promjera na drugi itd. Sklopivi spojevi omogućuju popravak i održavanje cjevovoda.
25. jula 2016Specijalizacija: uređenje fasada, unutrašnje uređenje, izgradnja vikendica, garaža. Iskustvo vrtlara i vrtlara amatera. Takođe postoji iskustvo u popravci automobila i motocikala. Hobiji: sviranje gitare i puno više, za što nije dovoljno vremena :)
Pitanje povezivanja cijevi bez zavarivanja uvijek je relevantno, jer ne svaki domaći majstor ima stroj za zavarivanje, a ne svi ga znaju koristiti. Istovremeno, niti jedan cjevovod nije vječan, pa se takva potreba može pojaviti u zemlji, u privatnoj kući ili stanu u bilo kojem trenutku. Ispod ću podijeliti s vama nekoliko tajni stručnjaka koji vam omogućavaju da takve veze spajate bez zavarivanja.
Metal
Prije svega, treba reći da se sve postojeće cijevi mogu uvjetno podijeliti u dvije vrste:
- metal;
- plastični.
U pravilu većina problema nastaje spajanjem metalnih cevi, tako da ćemo prvo razmotriti kako ih spojiti.
Dakle, postoji nekoliko opcija za usko pristajanje:

U nastavku ćemo se detaljnije upoznati sa svakom od ovih opcija.

Sa navojnim rukavom
Najčešće se metalne cijevi bez zavarivanja mogu spojiti pomoću navojnog spoja. U ovom slučaju, potrebno je navojiti navoje. Treba napomenuti da ovo nije tako kompliciran postupak kako bi mnogi mogli pomisliti na prvi pogled.
Za uvijanje trebat će vam električni rezač niti ili matrica za ručno obavljanje ove operacije. Budući da je cijena električnog alata vrlo visoka, u nastavku ću vam reći kako posao raditi ručno:
- prije svega trebate očistiti površinu boje koja je podložna navoju. Ako na njega ima, na primjer, ostatka metala, zavarivanje se mora brusiti;
- tada trebate ukloniti vanjsku čamac s kraja pomoću datoteke;
- zatim na pripremljeni kraj dijela koji trebate staviti na lehr (die) i napraviti pola okreta. U ovom je slučaju potrebno osigurati da se matica postavi strogo okomito na os;
- tada morate izvršiti četvrtinu okretanja unazad;
- prema ovom principu nit se reže na potrebnu dužinu. U procesu rezanja rezači moraju biti podmazani posebnom tekućinom ili bilo kojim drugim mazivom;
- zatim se prema istoj šemi navojem provodi na drugom spojenom dijelu cijevi.
Za ugradnju čahura na jednu cijev, duljina navoja treba biti nekoliko puta duža nego na drugoj kako bi se čahura s maticom mogla zaviti na nju.
Nakon navoja, možete napraviti spoj rukava vlastitim rukama, što se izvodi na sljedeći način:
- matica je navijena na dugi navoj, a zatim spojnicu;
- matica je navijena na drugi kraj dijela;
- zatim se cijevi spajaju, a čahura je presavijena dužinom navoja, zbog čega na drugi dio počinje navijati kratkim navojem. Ovaj postupak se mora izvesti sve dok spoj nije približno na sredini spojnice;
- zatim se matice zavrtju s obje strane. Prije nego što ih stegnete, umotajte utikač između spojnica i matica kako bi vodonepropusno osigurali spoj.
Ova veza je pouzdana i trajna. Međutim, daleko je od toga da se uvijek može nit. Ako se, na primjer, cjevovod nalazi blizu zida, ova operacija vjerojatno neće uspjeti.

Gebo spojnica
Gebo spojnica ("gebu" ili "gebra") je posebna spojnica za kompresiju. Pomoću njega možete vrlo brzo spojiti čelične cijevi bez navoja i zavarivanja, a za to vam nisu potrebni nikakvi posebni alati.

Šema njegove upotrebe krajnje je jednostavna:
- pojedinosti se postavljaju na cev u sledećem redosledu:
- orah;
- stezni prsten;
- prsten za pritisak;
- brtveni prsten;
- spojnica;
- zatim postavite spojku na pola i zategnite maticu;
- nadalje, drugi dio je povezan istim redoslijedom na spojku.
Moram reći da ovo uklapanje postoji i u obliku spojke, i u obliku nosača. To vam omogućuje da ga upotrebljavate u slučajevima kada morate izvršiti umetanje, na primjer, u usponu za izvođenje ožičenja.
Što se pouzdanosti tiče, to ovisi o kvaliteti ugradnje. Ako se posao obavlja pravilno, tada je ova instalacija pouzdana i izdržljiva.

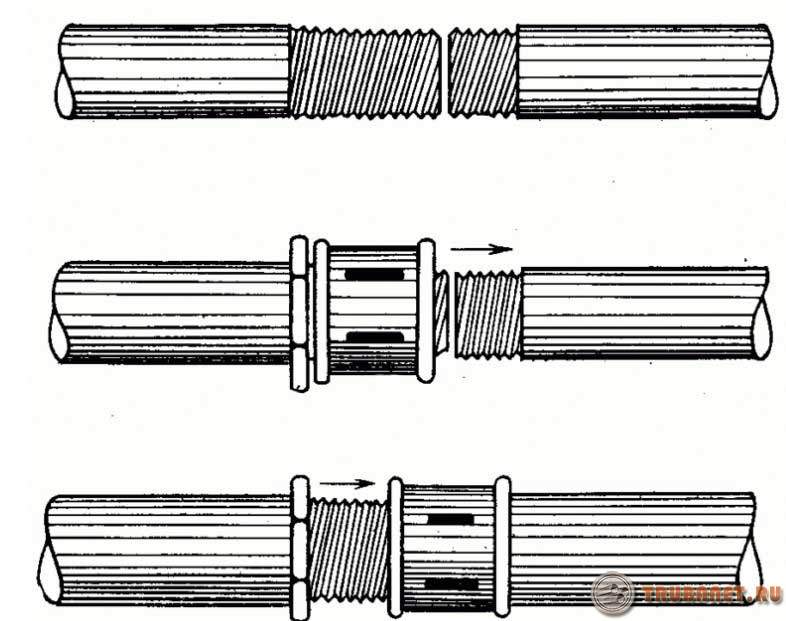
Također možete spojiti cijevi bez zavarivanja i navoja pomoću kopče za popravak i montažu. Ovaj fitin je rukavac ili majica koja se sastoji od dva dijela. Obje polovice su izvučene vijcima.
Potrebno je napomenuti da su spojnice za popravak i postavljanje prvenstveno namijenjene privremenim popravcima, na primjer, u slučaju pukotina. Međutim, u hitnim situacijama se mogu koristiti i za spajanje cijevi, posebno ako cjevovod ne radi pod velikim pritiskom.
U ovom slučaju su upute za postavljanje sljedeće:
- prije svega, dijelovi cijevnih cjevovoda na koje će se postavljati spojnica moraju biti očišćeni od hrđe i svih vrsta nepravilnosti tako da je njihova vanjska površina apsolutno glatka;
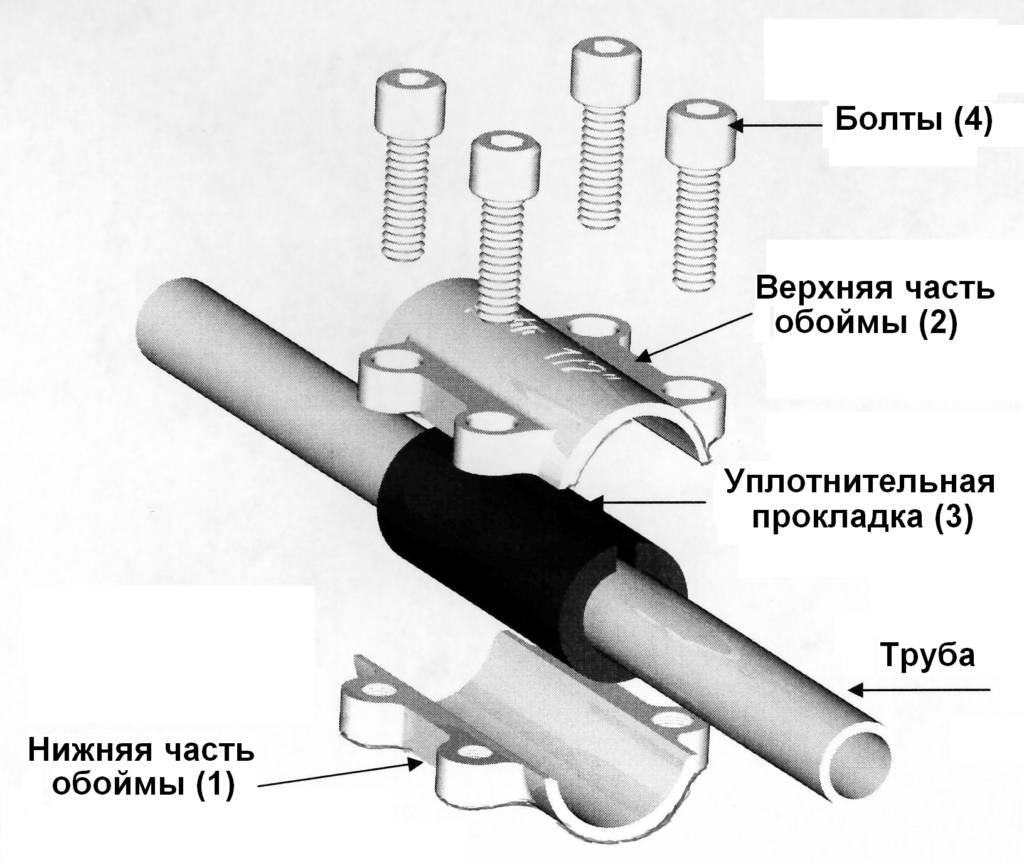
- a zatim stavite gumenu brtvu na cev. Zapunite dio za brtvljenje silikonskim zaptivačem. Treba napomenuti da brtva mora u potpunosti pokriti cijevi tako da nema praznina.
- zatim se obje polovice okova postavljaju gumenom brtvom i zatežu s vijcima, kao što je prikazano na dijagramu.
Ova metoda, kao što vidimo, takođe je krajnje jednostavna. Po istom principu veza se vrši steznom spojnicom. Jedina razlika je što se vuče na jednu stranu, a ne na dvije.
Moram reći da ako koristite stezaljke za cijevi, spajanje cijevi bez zavarivanja je još pouzdanije od korištenja čahura za montažu i popravak.
Ako vam je potrebno da spojite profilne cijevi bez zavarivanja da biste sastavili bilo koju strukturu, možete koristiti i posebne profilne stezaljke.

Plastični
Ako trebate sastaviti plastičnu cijev, možete upotrijebiti kompresione spojnice koje rade na istom principu kao i Gebo spojnica. Najčešće se na ovaj način spajaju metalno-plastične i PVC cevi.

Također, ponekad se za te svrhe koristi posebno ljepilo. Proces instalacije u ovom je slučaju krajnje jednostavan:
- mjesta se mazaju posebnim ljepilom;
- zatim se detalji okreću za pola okreta;
- u tom položaju ih treba držati dok se ljepilo ne stvrdne.
Moram reći da je ta veza prilično čvrsta, jer ljepilo otapa susjedne površine i, u stvari, zavari ih.

Crimp fitingi se takođe koriste za sastavljanje metalno-plastičnih cevovoda. Međutim, za to je potreban poseban alat koji omogućava njihovo pritiskanje.
Za privremene popravke mogu se koristiti i gore opisane stezaljke.
Evo, možda, najviše efikasni načini spojevi cijevi bez zavarivanja, s kojima sam vas želio upoznati.
Zaključak
Kao što smo saznali, osim zavarivanja, postoji i niz drugih metoda pomoću kojih možete izvesti popravak ili čak ugradnju cjevovoda. Štoviše, neki od njih omogućavaju vam da dobijete ne manje pouzdanu i trajnu vezu. Jedina stvar, u svakom slučaju, posao se mora obaviti vrlo pažljivo, u skladu s gornjim preporukama, tako da cjevovod postane nepropusan za zrak.
Za više informacija pogledajte video u ovom članku. Ako imate bilo kakvih poteškoća u procesu spajanja cijevi, postavljajte pitanja u komentarima, a sigurno ću vam pokušati pomoći.
25. jula 2016Ako želite izraziti zahvalnost, dodati pojašnjenje ili prigovor, pitajte autora nešto - dodajte komentar ili recite hvala!