Klasės draugai
Elektrofuzinis suvirinimas naudojamas 20 mm ir didesnio skersmens vamzdžiams sujungti, neatsižvelgiant į sienelės storį. Taikant šį suvirinimo būdą, darbas turi būti atliekamas esant oro temperatūrai nuo minus 10 iki + 30 ° C. Paprastai standartiniai suvirinimo technologiniai režimai yra skirti nurodytiems temperatūros diapazonams. Esant platesniam temperatūrų diapazonui, suvirinimo darbai turėtų būti atliekami patalpose (pastogėse), kurios užtikrina nurodyto temperatūros režimo laikymąsi.
Elektrofuzinis suvirinimas. Seka
Gamyba suvirinimo darbai susideda iš parengiamųjų operacijų ir tikrojo vamzdžių bei jungiamųjų dalių suvirinimo. Parengiamieji suvirinimo naudojant elektrolitinį suvirinimą operacijos apima:
- suvirinimo įrangos paruošimas ir testavimas;
- suvirinimo vietos paruošimas ir suvirinimo įrangos išdėstymas;
- būtinų suvirinimo parametrų parinkimas;
- oksido sluoksnio pašalinimas;
- vamzdžių ir dalių tvirtinimas ir išlyginimas padėties nustatymo spaustukuose;
- elektra suvirintų jungiamųjų detalių ir vamzdžių suvirintų paviršių valymas.
Pagrindiniai parametrai suvirinant vamzdžius su dalimis su įmontuotais elektriniais šildytuvais yra detalės spirale tiekiama įtampa (Uп) ir laiko parametrai (tw ir tcool). Technologinių parametrų reikšmės priklauso nuo elektrinių suvirintų jungiamųjų detalių tipo, asortimento ir gamintojo ir yra įtrauktos į detalę pridedamame pase, uždedamos antspaudu ant detalės korpuso arba užrašomos brūkšninio kodo pavidalu ant priklijuotos etiketės. prie jo išorinio paviršiaus.
Prieš montuojant ir suvirinant, vamzdžių galai ir jungiamųjų dalių jungiamosios dalys yra kruopščiai nuvalomos ir nuvalomos viduje ir išorėje, kad būtų pašalinti visi teršalai. Valymas atliekamas sausais arba sudrėkintais rankšluosčiais (skudurais), tada sausai nušluostomas. Jei vamzdžių ar dalių galai yra užteršti riebalais, aliejumi ar kitais riebalais, jie nuriebalinami alkoholiu, vaitspiritu arba acetonu.
Dalys su įmontuotais elektriniais šildytuvais iš pakuotės išimamos taip, kad dulkės ir nešvarumai iš pakuotės nepatektų į detalės vidų. Vamzdžių, paruoštų suvirinti elektra suvirintų jungiamųjų detalių, galai tikrinami, ar jie nupjauti tiesiai. Pjaunant vamzdį ne stačiu kampu išilginei ašiai, šildymo elementas gali iš dalies nesusilieti su vamzdžiu.
- Elektriniai suvirinti jungiamosios detalės;
- padėties nustatymo įtaisas vamzdžių tvirtinimui;
- rankinis arba mechaninis grandiklis oksido sluoksniui pašalinti;
- vamzdžių pjaustytuvas;
- Riebalų šalinimo servetėlės;
- skudurai arba sausas audinys;
- žymeklis arba vaško pieštukas
Elektrofuzinio suvirinimo įrankis
Vamzdžių paruošimas
Nupjaunami deformuotų arba gilių (daugiau nei 4-5 mm) įpjovų vamzdžių galai. Vamzdžio pjovimas ne stačiu kampu išilginei ašiai gali lemti tai, kad šildymo elementas iš dalies nesilies su vamzdžiu ir lydalas ištekės į vamzdį.

Teisingas vamzdžio kraštas

Netinkamas vamzdžio kraštas
Nupjovus vamzdžių galus, jie mechaniškai apdorojami (valomi) nuėmimo įtvarus arba grandiklius iki ilgio, kuris priklauso nuo detalės gylio, siekiant pašalinti išorinį teršalų sluoksnį ir oksido plėvelę. Pašalinto sluoksnio storis priklauso nuo vamzdžio skersmens tolerancijos ir neturėtų sukelti nepriimtinų tarpų tarp vamzdžio ir dalies. Paprastai drožlės pašalinamos iki 0,1–0,2 mm gylio.
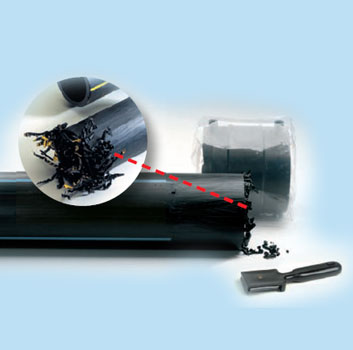
Oksido sluoksnio pašalinimas
Pačios dalys su įmontuotais šildytuvais apdirbimas nėra atviri dėl galimybės sugadinti spiralę. Nevisiškai pašalinus oksido sluoksnį, gali susidaryti nehomogeniška ir nesandari suvirinimo jungtis. Kad būtų lengviau uždėti movą ant vamzdžio nuėmus oksido sluoksnį, būtina nupjauti išorinį vamzdžio kraštą.
Balno posūkiams nuvaloma ta vamzdžio vieta, kurioje jie bus montuojami.
Vamzdžio montavimas į padėties reguliatorių
Vamzdžiai ir virinamos dalys turi būti išlygintos, be iškraipymų, kad nebūtų prasiskverbimo. Vamzdžių tvirtinimas padėties reguliatoriuje yra būtina operacija. Tai leidžia sucentruoti ir pašalinti suvirinamų vamzdžių ovalumą, užkirsti kelią bet kokiam jungties judėjimui suvirinimo ir aušinimo metu, užkirsti kelią vamzdžio įlinkimui, apsaugoti jungtį nuo atsitiktinių smūgių ir išlaikyti reikiamą suvirinamų vamzdžių išlygiavimą ir dalis suvirinimo proceso metu.
Pasvirusių vamzdžių montavimas yra viena iš prastos kokybės suvirinimo priežasčių. Elektrofuzinis vamzdžių suvirinimas per dideliu nuožulniu nuolydžiu gali sukelti spiralinių posūkių pasislinkimą ir trumpumą, lydalo nutekėjimą iš suvirinimo zonos ir pan.

Vamzdžių tvirtinimas padėties reguliatoriuje
Suvirinant vamzdžius didelio skersmens Taip pat būtina užtikrinti be įtempių besijungiančių dalių padėtį, t.y. vamzdžių galai, patenkantys į movą, neturi būti veikiami lenkimo įtempių arba jėgų, atsirandančių dėl savo svorio. Jei reikia, naudokite stovus, atramas arba tinkamus laikymo įtaisus.
Būtina stebėti suvirintų jungčių fiksaciją be įtempių, kol baigsis jungties aušinimo laikas. Dėl įtemptų vamzdžių galų, įkištų į movą, padėtis gali lemti prastos kokybės sujungimą.
Vamzdžių centravimas suvirinant elektrines suvirintas jungiamąsias detales atliekamas iki tokios vertės, kuri leidžia uždėti movą ant vamzdžio galo be pernelyg didelės jėgos. Montavimas gali būti atliekamas vienodais smūgiais išilgai galinės dalies perimetro plastikiniu plaktuku. Jei mova ant vamzdžio stumiama su per didele jėga, gali įvykti poslinkis, trumpasis jungimas arba spiralinių posūkių lūžimas.
Nepakankamas vamzdžio įkišimas į movą yra viena iš prasto suvirinimo priežasčių. Vamzdžio įkišimo į movą užbaigtumas kontroliuojamas iš anksto pagamintu žymekliu ant vamzdžio paviršiaus.
Vamzdžio ovalumo pašalinimas
Vamzdžių suvirinimo kokybei įtakos turi ir jų ovalumas, kuris gali atsirasti ilgai laikant vamzdžius rietuvėse arba tiekiant juos ritiniais. Didžiausias leistinas tarpas tarp vamzdžio ir movos per visą skersmenį neturi viršyti 3 mm.
Jei dėl vamzdžio ovalumo tarpas tarp centrinio vamzdžio ir movos yra didesnis nei 3 mm (skersmenų skirtumas yra 6 mm), tuomet tokius vamzdžius reikia nurodyti suvirinimo zonoje. apvalios formos. Vamzdžių galų kalibravimas (ovalumo pašalinimas) atliekamas suspaudžiant vamzdžius centralizatoriaus arba padėties reguliatoriaus spaustukuose.
Jei naudojami padėties nustatymo įtaisai negali užtikrinti vamzdžių galų ištiesinimo juos užspaudžiant, naudojami specialūs apvalinimo (kalibravimo) spaustukai, montuojami 15 - 30 mm atstumu nuo detalių galų ar žymių ant vamzdžio. Rankinės hidraulinės tiesinimo mašinos yra ypač veiksmingos pirminiam vamzdžių tiesinimui.

Mechaninis padas ovalumui pašalinti
Iškart prieš vamzdžių ir detalių suvirinimą (pašildymą ir suvirinimą) išoriniai suvirinamų vamzdžių paviršiai ir vidiniai suvirinamų dalių paviršiai nuvalomi tirpikliais (alkoholiu arba acetonu), kad būtų pašalintos riebalų dėmės ir paviršiaus teršalai, kurie atsirado jų tvirtinimo laikotarpiu.
Riebalų šalinimui naudojamos bespalvės vienkartinės sugeriančios ir be pūkelių popierinės servetėlės. Prieš pradedant suvirinimą, riebalų šalinimo skystis turi visiškai išgaruoti.

Vamzdžio nuriebalinimas

Armatūros nuriebalinimas
Elektrofuzinis suvirinimas. Procesas:
- apdirbti vamzdžių galai įkišami į jungiamąją dalį, kol ji sustos (balno posūkiams - lenkimą uždėkite ant vamzdžio);
- pritvirtinkite vamzdžius kartu su jungiamąja dalimi specialiu centravimo ir tvirtinimo įtaisu (pozicionierius);
- prijungti įrenginį prie elektros tinklo arba autonominio elektros generatoriaus, kuris suteikia reikiamą įtampą ir galią;
- prijunkite suvirinimo kabelį prie detalės įtaisyto šildytuvo gnybtų;
- į įrenginio atmintį įvesti reikiamą suvirinimo režimą (pašildymą) ir jo ekranu valdyti nurodytą įtampą bei laiką;
- pradėkite suvirinimo procesą (pašildymą) paspausdami mygtuką „Start“ (paleidus ciklą, visi reikalingi procesas veikia automatiškai);
- vizualiai kontroliuoti suvirinimo proceso eigą (naudojant prietaiso ekraną) ir suvirintos jungties susidarymą (išplečiant suvirinimo indikatorius);
- Užbaigus suvirinimą ir susidariusią jungtį natūraliai atvėsus, vamzdžiai nuimami nuo padėties nustatymo spaustuvų ir dažais arba žymekliu pieštuku ant suvirintos jungties pažymimas jo serijos numeris.
Panašiu būdu suvirintos jungties pažymima uždedant ant jo suvirintojo ženklo numerį. Suvirinimo režimo parametrai įvedami į atmintį suvirinimo aparatas pagal paties suvirinimo aparato principus ir galimybes, priimtus pagal naudojamos dalies tipą (brūkšninį kodą, sistemą atsiliepimai arba įvedimas rankiniu būdu).
Informacijos įvedimo iš brūkšninio kodo parinktys
Pagrindinis informacijos įvedimo būdas yra brūkšninis kodas, iš kurio informacija fotooptiniu pieštuku įvedama į suvirinimo aparato valdymo sistemą. Nuskaitymas atliekamas iš pagrindinio brūkšninio kodo, esančio lipduko etiketės viršuje. Nuskaičius brūkšninį kodą, elektrofuzijos jungiamosios detalės duomenys turi sutapti su duomenimis, kurie rodomi įrenginio ekrane.

Brūkšninis kodas yra ant jungiamosios detalės
Brūkšniniame kode, esančiame po pagrindiniu brūkšniniu kodu, yra duomenų, skirtų atvirkštiniam gaminių sekimui, ir jis nenaudojamas suvirinant gaminius. Suvirinimo brūkšninis kodas atspausdintas etiketėje baltas, pakaitinimo brūkšninis kodas (movoms su šiuo režimu) ant geltonos etiketės.
Jei suvirinimo parametrus įvedate rankiniu būdu, su suvirinimo užsakymu turite naudoti prie detalių pritvirtintą informacinę kortelę, kurioje yra informacija apie suvirinimo laiko reguliavimo dydį priklausomai nuo aplinkos temperatūros.
Informacija apie suvirinimo procesą įrašoma į mašinos atmintį. Suvirinimo protokolas gali būti spausdinamas užbaigus kiekvienos jungties suvirinimą arba tam tikrais intervalais, priklausomai nuo įrenginio atminties talpos. Suvirintas vamzdynas gali būti apkrautas vidiniu slėgiu praėjus 10 - 30 minučių po to, kai jungtis atvės.
Movos su įmontuotais šildytuvais gali būti pakartotinai suvirinamos. Pasikartojo Elektrofuzinis suvirinimas atliekama, kai kyla abejonių dėl gauto junginio kokybės.
Svarbu!
Suvirinimo darbus atlikti ir jų vykdymą kontroliuoti leidžiama atestuotiems suvirintojams ir suvirinimo gamybos specialistams, išklausiusiems specialų mokymą ir atestuotiems su teorinių ir praktinių įgūdžių patikrinimu bei turintiems nustatytos formos atestatą.
Pageidautina, kad jų kvalifikacijos atestatų galiojimo laikas sutaptų su planuojamu darbo laikotarpiu. Informacija apie suvirintojus ir jų atliekamus darbus turi būti kasdien įrašoma į suvirinimo žurnalą. Suvirinimo darbų žurnalas yra pagrindinis pirminis gamybos dokumentas, atspindintis suvirinimo darbų technologinę seką, laiką ir kokybę.
Elektrofuzinis suvirinimas, prieš pradedant darbą imamasi būtinų priemonių apsaugoti žmones nuo elektros smūgio (apsauginis įžeminimas, izoliaciniai transformatoriai ir kitos Elektros instaliacijos taisyklėse numatytos priemonės). Jei suvirinimo darbai atliekami naktį, įrengiamas vietinis apšvietimas. Apsauginių palapinių, apsaugančių suvirinimo vietą nuo drėgmės ir vėjo, poreikis nustatomas priklausomai nuo klimato sąlygos(lyjant, sningant, rūkui ir vėjui virš 10 m/s). Kelių metrų atstumu pavėjuje yra autonominis maitinimo šaltinis.
Didelio skersmens vamzdžių elektrofuzinis suvirinimas
Polietileno (HDPE) vamzdžių suvirinimas elektrofuziniu būdu yra labiausiai paplitęs sujungimo būdas polietileno vamzdžiai. Ši technologija užtikrina patikimą prijungimą ir leidžia dirbti gana ankštomis sąlygomis. Aktyviai naudojamas suvirinant šuliniuose, tiesiant vamzdynus gyvatukais, atliekant remontą, įrengiant posūkius, kuriant čiaupus į jau prijungtus vamzdžius ir kt.
CityWeld LLC teikia aukštos kokybės elektrolitinio suvirinimo paslaugas už konkurencingą kainą
Siekiant užtikrinti maksimalų patikimas ryšys Naudojant sukabinimo metodą, būtina paruošti sujungiamus paviršius. Vamzdžiai turi būti visiškai nuriebalinti, nuvalyti nuo nešvarumų ir oksido plėvelės. Tam naudojami šepečiai, grandikliai arba speciali įranga.
Kištukinio suvirinimo technologija
DTPE vamzdžių suvirinimas elektrofuziniu būdu – tai suvirinimo darbų rūšis, atliekama naudojant forminius polietileno gaminius (movas, jungiamąsias detales, vingius ir kt.) su įmontuotomis metalinėmis spiralėmis (įterptomis). šildymo elementai). Jungiamasis elementas sulygiuotas su dujotiekiu ir per jį praleidžiama elektros srovė. Spiralei įšilus gaminio paviršius pradeda tirpti, o jo forminė dalis tvirtai privirinama prie vamzdžių. Sustojus darbui, vietoje atvėsusios suvirintos jungties susidaro nuolatinė jungtis.
Elektrofuzinio suvirinimo privalumai
Lengva montuoti. Polietileno vamzdžių suvirinimas elektrofuziniu būdu yra greitai ir lengvai montuojamas. Pakanka atvesti dujotiekio galus ir sujungti juos naudojant šildymo dalis. Norėdami suvirinti vamzdžius, jums reikia tik formuotų gaminių ir specialios šildymo įrangos.
Universalumas. Dėl išlydyto polietileno savybių šis metodas jungtys leidžia suvirinti vamzdžius skirtingų skersmenų ir sienelės storis. Be to, movų suvirinimas gali vykti tiek atvirose, tiek uždarose, ankštose patalpose.
Patikimumas. Gauta vamzdžių jungtis yra labai patikima ir patvari. Dėl polietileno lydymosi medžiagos sankryžoje pradeda visiško įsiskverbimo procesą. Todėl po aušinimo tankis suvirinti panašiai kaip ir kitose vamzdžių dalyse.
Energijos efektyvumas.Šio tipo vamzdžių sujungimui naudojami įrenginiai yra lengvi, kompaktiški ir sunaudoja mažai energijos (palyginti su užpakaliniams būdams skirtais įrenginiais). Ši technologija idealiai tinka greitam remontui nebrangiuose objektuose.
Elektrofuzinio suvirinimo kaina
| Skersmuo | Kaina už jungtį | Minimali vienos darbo pamainos darbų kaina yra 12 000 rublių.  | Generatoriaus 6kVA/1fazė/220V nuomos kaina yra 4000 rublių/pamaina  |
||
| 25 | 200 rub. | ||||
| 32 | |||||
| 40 | |||||
| 50 | |||||
| 63 | 300 rub. | ||||
| 75 | |||||
| 90 | |||||
| 110 | 400 rub. | ||||
| 125 | 600 rub. | ||||
| 140 | 650 rub. | ||||
| 160 | 800 rub. | ||||
| 180 | 1000 rub. | ||||
| 200 | |||||
| 225 | |||||
| 250 | 1500 rub. | ||||
| 280 | |||||
| 315 | 2000 rub. | Minimali vienos darbo pamainos darbų kaina yra 15 000 rublių. |
|||
| 355 | 3000 rub. | ||||
| 400 | 3100 rub. | ||||
| 450 | 3600 rub. | ||||
| 500 | 5100 rub. | ||||
| 560 | 5500 rub. | Minimali vienos darbo pamainos darbų kaina yra 18 000 rublių. | |||
| 630 | 6200 rub. | ||||
| 710 | 7000 rub. | ||||
| 800 | 8000 rub. | ||||
| 900 | Pagal susitarimą | ||||
| 1000 | |||||
| 1200 | |||||
| Į minimalią vienos darbo pamainos atlikto darbo kainą įskaičiuota vizito pas suvirinimo specialistą su reikiamos įrangos komplektu išlaidos | |||||
Jei norite užsisakyti suvirinimo darbus, gaukite daugiau išsamią informaciją apie elektrolitinio suvirinimo kainą ar sužinoti kitus galimus vamzdžių sujungimo būdus tiesiog skambinkite mums.
Vamzdžių suvirinimas – tai HDPE vamzdžių sujungimas, kurio metu susidaro pastovus, hermetiškas dviejų vamzdžių sujungimas, kurio kokybė nesiskiria nuo vamzdžio korpuso kokybės.
Praktiškai įmonė Patogus kotedžas"polietileno vamzdžių suvirinimui žemas slėgis naudojami du būdai – sandūrinis ir elektrinis suvirinimas. Žemiau pažvelgsime į elektrolitinio suvirinimo privalumus ir apibūdinsime technologinį procesą.
Kas yra elektrofuzinis suvirinimas?
Elektrofuzinis suvirinimas – tai suvirinimo būdas, kai du vamzdžių galai sujungiami naudojant specialias įterptas jungtis su įmontuota kaitinimo spirale, pagaminta iš didelio atsparumo metalo. Mova pagaminta iš tos pačios medžiagos kaip ir suvirinami vamzdžiai.
Siekiant užtikrinti patikimą sujungimą, mova uždedama ant specialiai paruoštų vamzdžių galų, po to spirale perduodama nurodytų parametrų elektros srovė. Tai veda prie išorinių vamzdžio sienelių ir movos vidinių sienelių išsilydymo, o tai sukelia greitą jų difuziją. Po aušinimo gaunama itin patikima ir patvari jungtis.
Pagal spiralinio įdėjimo tipą movos skirstomos į tris tipus – su atvira, pusiau paslėpta ir paslėpta spirale. Mūsų įmonė pirmenybę teikia pusiau paslėptai spiralei, nes tai leidžia pasiekti tokį patį vamzdžio ir movos polietileno lydymosi laipsnį, o tuo pačiu metu rizika, kad uždedant movą netyčia užsidarys spiraliniai posūkiai, yra daug mažesnė nei movų su atvira spiraline tarpine. .
Elektrofuzinio suvirinimo privalumai
Elektrofuzinio suvirinimo pranašumai yra šie:
- didelis patikimumas;
- suvirinimo proceso paprastumas;
- universalumas (toks suvirinimas gali būti naudojamas bet kokio skersmens ir sienelių storio vamzdžiams suvirinti);
- lengvas montavimas atvirose erdvėse ir tranšėjose.
Vamzdžių suvirinimas elektrofuziniu būdu yra kiek brangesnis nei sandūrinis, nes reikia naudoti movas, tačiau šios išlaidos atsiperka dėl suvirinimo greičio ir proceso paprastumo.
Elektrofuzinio suvirinimo įranga
HDPE vamzdžių suvirinimas elektrofuzijos metodu turi vykti laikantis griežtai nustatytų parametrų. Tai galima pasiekti tik griežtai kontroliuojant srovę ritėje, šildymo laiką ir kitus parametrus. Tam reikalinga moderni įranga, į kurią parametrus galima įvesti rankiniu būdu arba naudojant brūkšninį kodą ant vamzdžio. Mūsų įmonėje turima įranga leidžia atlikti suvirinimo procesą optimaliomis sąlygomis ir griežtai kontroliuojant visus parametrus.
Be to, padėties nustatymo įtaisai naudojami patikimai pritvirtinti vamzdžius ir neleisti jiems judėti suvirinimo metu.
Verta paminėti, kad HDPE vamzdžių sujungimo įranga, ypač kokybiška, yra gana brangi, o pirkti ją kelių dešimčių metrų vamzdžio tiesimui skersai sklypo ar name yra nepraktiška. Tokia finansinė investicija vargu ar atsipirks.
Mūsų įmonėje atliekama moderniausia ir kokybiškiausia įranga HDPE vamzdžių suvirinimui elektrolitiniu būdu, kas leidžia išgauti nepriekaištingos kokybės jungtį. Tai liudija dešimtys mūsų nutiestų vamzdynų, kurių daugelis be jokio skundo veikia daugiau nei 10 metų.
Elektrofuzinio suvirinimo technologija
Suvirinimo technologija susideda iš kelių etapų:
- Vamzdžio ir jungties paruošimas
- Suvirinimas
Suvirinimo įrangos paruošimas
Šis etapas apima padėties nustatymo įtaiso įrengimą, kuriame vamzdis bus patikimai pritvirtintas suvirinimo metu. Jis sumontuotas specialiai paruoštoje vietoje. Jei reikia, po vamzdžiais dedamos tam tikros atramos, kad suvirinimo metu vamzdis nevibruotų ar nepasislinktų.
Verta prisiminti, kad elektrofuzinis suvirinimas atliekamas esant temperatūrai aplinką nuo -10 iki +30С. Jei temperatūra yra šiuo metu guli už šių ribų, įrengiama speciali palapinė, kurios viduje palaikoma reikiama temperatūra. Be to, palapinė padės apsaugoti suvirinimo vietą nuo lietaus, smėlio ir dulkių. Tai palengvins ir pagreitins vamzdžių paruošimo procesą.
Suvirinimo parametrų parinkimas ir montavimas
Elektrolitinio suvirinimo aparate nurodyti suvirinimo parametrai turi atitikti gamintojo nurodymus. Nereikia to daryti kiekvienam sąnariui. Suvirinant vienodus vamzdžius, galite naudoti vieną kartą užprogramuotą programą. Be to, suvirinimo parametrus į aparatą galima įvesti naudojant brūkšninio kodo skaitytuvą, nuskaitant brūkšninį kodą ant movos.
Vamzdžio ir jungties paruošimas
Prieš pradedant suvirinimą, vamzdžio galai paruošiami specialiu būdu. Norėdami tai padaryti, nelygūs vamzdžių kraštai supjaustomi peiliu, kad galas būtų lygus. Pačiam suvirinimo procesui tiesios briaunos nevaidina didelio vaidmens, tačiau nelygumai uždedant movą gali lemti spiralių trumpuosius jungimus ir šildymo parametrų pokyčius. Vamzdžio vidinio paviršiaus švara ir būklė neturi įtakos suvirinimo kokybei, todėl ši vamzdžio dalis nėra valoma ir neapdorojama.
Toliau nuo vamzdžio paviršiaus pašalinamos dulkės, nešvarumai, riebalai ir oksido plėvelė, kuri neišvengiamai susidaro bet kurio vamzdžio paviršiuje, kai jis liečiasi su oro deguonimi. Oksido plėvelės ir teršalų buvimas neišvengiamai sukels išlydyto paviršiaus būklės nevienalytiškumą ir netolygų suvirinimo proceso eigą įvairiose srityse arba netinkamą proceso eigą apskritai. Dėl to jungtis atsilaisvins arba nutekės.
Vamzdžiui valyti bendrovės „Comfortable Dacha“ specialistai naudoja specialius įrankius, įtvarus ir grandiklius. Jų pagalba nuo vamzdžio pašalinamas plonas sluoksnis, dažniausiai 100 - 200 mikronų. Vamzdžių galai, esantys priešingi suvirinamiesiems, užkimšti specialiu kamščiu. Tai daroma siekiant užkirsti kelią atmosferos oro judėjimui per vamzdį. Dėl tokio oro judėjimo gali pasikeisti kietėjimo režimas ir HDPE vamzdžių sujungimas prastos kokybės.
Tada nuo išorinės suvirinamų vamzdžių galų dalies nuimamas nuožulnus. Tai palengvins movos uždėjimo procesą ir žymiai sumažins movos spiralės pažeidimo riziką. Vidinis paviršius movos niekada nėra apdirbamos, nes tai sukels spiralės pažeidimą ir movos gedimą.
Tada vamzdžio galai sumontuojami padėties reguliatoriuje ir tvirtinami spaustukais. Tai užtikrina vamzdžių išlyginimą. Padėties reguliatorius taip pat pašalina vamzdžio judėjimą suvirinimo metu. Įrengimas padėties reguliatoriuje leidžia visiškai pašalinti elipsės atsiradimą ir vamzdžių galų neatitikimą.
Suvirinimas
Ant paruoštų vamzdžių galų uždedama mova, po kurios vamzdžiai sujungiami, kol atsiremia vienas į kitą. Movos gnybtai yra prijungti prie elektrolitinio suvirinimo aparato gnybtų, po to į gnybtus tiekiama srovė. Šiuo atveju spiralė įkaista, todėl movos (iš vidaus) ir vamzdžio (iš vidaus) medžiaga ištirpsta. lauke). Skystas polietilenas greitai pradeda įsiskverbimo procesą, o nutraukus srovės tiekimą, jungtis sukietės, sudarydama monolitinį sluoksnį, visiškai identišką vamzdžio korpusui savo sudėtimi ir struktūra. Tokiu būdu suvirintas vamzdynas gali būti slėgis per pusvalandį.
Kompanija „Comfortable Dacha“ turi viską, ko reikia tokiam procesui kaip HDPE vamzdžių suvirinimas elektrofuzijos metodu - padėties nustatymo įtaisai, elektrofuzinio suvirinimo aparatai, taip pat viskas. reikalingų įrankių. Tačiau didžiausias mūsų turtas – didžiulė patirtis ir kvalifikuoti darbuotojai, kuriais bene labiausiai didžiuojamės.
Įvairaus diametro vamzdynų elektrofuzinį suvirinimą atliksime per trumpiausią įmanomą laiką ir itin konkurencingomis kainomis. Garantuojame atliktų darbų ir tiekiamų medžiagų kokybę.
Pridėti prie žymių
Elektrinės movos patikimam polietileno vamzdžių sujungimui
Keičiant plastikiniai vamzdžiai laidams reikia patikimo ryšio atskiri elementai, tokį įrengimą galima atlikti keliais būdais. Polietileniniams vamzdžiams tai yra suvirinimas, kurį galima atlikti nuo galo arba naudojant tokį elementą kaip elektrinė jungtis. Taip pat yra mechaninis metodas jungtys, tačiau tai ne visada užtikrina aukštą patikimumą ir sandarumą.
Polietileninių vamzdžių suvirinimas elektrofuziniu būdu yra vienas patikimiausių ir patvariausių šiandieninių suvirinimo būdų.
Šiandien iš viso yra trys būdai:
- mechaninis sujungimas naudojant jungiamąsias detales;
- sandūrinis suvirinimas, tačiau jis taikomas tik tada, kai tam tikromis sąlygomis kai vamzdžio galus galima tvirtai pritvirtinti;
- elektrofuzinis suvirinimas, kuris naudojamas sunkiai pasiekiamomis sąlygomis, pavyzdžiui, šuliniuose, techninėse duobėse, siauruose grioviuose, skubaus remonto metu.
Sandarinis suvirinimas: sujungimo principas

Sandarinio suvirinimo naudojimas yra paprastas plastikinio vamzdyno galų šildymas, kurio metu visi suvirinti elementai pašildomi iki klampaus-skysčio būsenos, o po to polietileno vamzdžių galai sujungiami esant slėgiui. Vykdant panašus darbas gaminys turi būti tvirtai pritvirtintas, poslinkiai ir kiti judesiai suvirinimo ir aušinimo metu neleidžiami.
Ši technologija yra labai paprasta, tačiau ji įmanoma ne visose situacijose, tik jungiant vamzdynus su vienodu skersmeniu ir tos pačios markės polietilenu. Virkite plastiką su skirtingos savybėsŠis metodas negalimas. Čia darbo sąlygos yra tokios:
- vamzdžio sienelių storis turi būti ne mažesnis kaip 4,5 mm;
- Suvirinimas gali būti atliekamas tik temperatūros diapazone nuo -15 iki +45 laipsnių;
- Elektros suvartojimas šiuo metodu yra nereikšmingas;
- suvirinant nereikia naudoti sudėtingos įrangos;
- Šis metodas naudojamas tik tada, kai įmanoma patikimai pritvirtinti plastikinių vamzdžių galus, kad jie veiktų kompleksiškai, sunkiai pasiekiamos vietos Sandarinis suvirinimas netinka – tinka tik elektrinė mova.
Jungčių naudojant elektrofuzijos jungtis privalumai

Polietileno vamzdžių suvirinimas yra idealus, kai reikia per trumpiausią laiką suremontuoti vamzdžius.
Bet kokio skersmens polietileniniams vamzdžiams sujungti pageidautina naudoti elektrines jungtis, kai sandūrinio suvirinimo būdas nėra toks patogus ir praktiškas. Paprastai tai yra kanalizacijos šuliniai, labai siauri ir nepatogūs kanalai, montavimo angos pastatų pamatuose ir sienose. Tai yra, suvirinimo būdas naudojant movą yra puikus tais atvejais, kai tiesiog neįmanoma sumontuoti sujungimo mašinos.
Kitas šio sujungimo būdo privalumas yra tai, kad jis tinka įvairių nelaimingų atsitikimų atveju, polietileno vamzdžių pažeidimo atveju, kai problemas reikia pašalinti per trumpiausią įmanomą laiką.
Be to, elektrinis suvirinimas yra labai paprastas, nereikalaujantis specialių žinių, jungties parengtį lengva nustatyti naudojant specialias movos skylutes.
Suvirinimo metodu reikalaujamą teisingą temperatūrą lengva nustatyti, jei naudojate modernią mašiną – ji turi galimybę nuskaityti reikiamą informaciją tiesiai iš elektrofuzijos brūkšninio kodo.
Darbui naudojame daugiausiai paprasti įrankiai, įskaitant tik vamzdyno galų nuplėšimo įrenginį, pačias elektrines movas ir sujungimui skirtą suvirinimo aparatą.
Polietileninių vamzdžių suvirinimo elektrine mova etapai
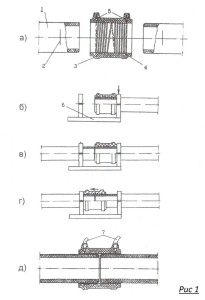
Darbų seka jungiant vamzdžius su mova prie Z.N.: a - sujungimo paruošimas; b, c, d - jungties įrengimo etapai; d - jungtis, sumontuota suvirinimui; 1 - vamzdis; 2 - movos tvirtinimo ir oksido sluoksnio pašalinimo iš vamzdžio gylio ženklas; 3 - mova; 4 - Z.N.; 5 - terminalai; 6 - padėties reguliatorius; 7 - kabeliai su suvirinimo aparato gnybtais
Elektrinės jungties pagalba tai atliekama tokiu būdu:
- Pirmiausia turite atlikti kompleksą parengiamieji darbai, kurios apima dviejų sujungtų vamzdžių paviršiaus valymą, oksido sluoksnio ir nešvarumų pašalinimą. Tai galima padaryti naudojant peilį, grandiklį arba specialų mechanizuotą įrenginį. Tai gana brangu, tačiau montuojant didelio skersmens vamzdžius naudoti įprastą peilį yra labai sunku.
- Movos uždėjimui rekomenduojama naudoti specialų padėties reguliatorių, kuris leis visoms prijungtoms detalėms užimti teisingą padėtį. Specialus apvalinimo padas padeda pašalinti dalį gaminio ovalumo.
- Visi suvirinti paviršiai turi būti nuriebalinti. Ši procedūra būtina gaminti tiek viduje, tiek išorėje;
- Jei lauke lyja ar sninga, po baldakimu reikia išimti visus elementus, vamzdžius, movas ir pan., o suvirinimas tęsiamas ten. Vamzdis turi būti prijungtas tik atsižvelgiant į šią taisyklę, kitaip jūs net negalite svajoti apie patikimą tvirtinimą.
- Baigę polietileno vamzdžių paruošimą, galite pereiti tiesiai prie paties suvirinimo. Elektrinė mova dedama ant vieno vamzdžio galo, naudojant įprastą plaktuką, vamzdžio galai ir mova sulygiuojami, po to antrojo vamzdžio gale reikia padaryti žymą tiksliai pusiaukelėje. Tada polietileno vamzdžių galai sulygiuojami bendraašiai, o mova stumiama iki padarytos žymos.
- Iš suvirinimo aparato ateinantys laidai įkišami į specialius elektrofuzijos gnybtus, pats suvirinimo procesas vyksta automatiškai. Modernus suvirinimo prietaisai kad galėtumėte tinkinti temperatūros režimas sujungimus nuskaitę brūkšninį kodą, kuris yra atspausdintas ant parduodamos movos etiketės.
- po to suvirinimas laikomas baigtu, o tai pastebima iš specialių skylių, kurias turi elektrinė mova. Iš šių skylių pradeda lįsti išlydyto polietileno lašai, po kurių laidus galima išimti iš movos gnybtų.
- paskutinis etapas – visiškas visų suvirintų plastikinių vamzdžių sekcijų, kurių negalima liesti ar judinti, aušinimas.
Būtent toks vamzdynų, kurių gamybai naudojamas LDPE polietilenas, sujungimo paprastumas lemia pagrindinė priežastis elektrofuzijos ir suvirinimo naudojimas. Ši jungtis yra labai tvirta ir patikima, garantuoja, kad nėra nuotėkių ir kitų problemų. Polietileno vamzdynas jums tarnaus apie šimtmetį.
Polietileniniams vamzdžiams sujungti naudojamos elektrinės movos leidžia greitai ir lengvai montuoti. Polietilenas lydosi aukštoje temperatūroje po aušinimo susidaro monolitinis junginys, kuris yra patikimas ir patvarus. Jums nereikės nerimauti dėl dujotiekio nutekėjimo.