Və ya əsas kanalizasiya bir material parçası istifadə etməklə həyata keçirilə bilməz. Bu günə qədər fərdi seqmentlərin əlaqəsinin edildiyi bir çox üsul hazırlanmışdır. Ən inkişaf etmiş bir elektrofüzyon boru qaynağıdır.
Metodun mahiyyəti, birləşdirici armaturun içərisində elektrikli bir spiral olmasıdır. Tamamilə açıq, qismən basdırılmış və ya gizli ola bilər. Isıtma elementində qaynaq maşınının qoşulduğu iki xarici kontakt var. Müəyyən bir müddət üçün göstərilən gərginlik dəyəri verilir. Bağlayıcın daxili hissəsi və daxil edilmiş boru bölməsi temperaturun təsiri altında bir maye vəziyyətə keçir. Xarici divar belə bir dərəcədə istiləşmir və elastiklik saxlayır, maddənin aşağıya doğru hərəkət etməsinə səbəb olur və bunun nəticəsində monolit quruluş yaranır.

Kütlələr üç növ plastikdən hazırlanır: polietilen, polipropilen, polibuten. Qaz boru kəmərlərinin quraşdırılması üçün ümumiyyətlə yalnız ilk seçim istifadə olunur.
Diqqət yetirin! Armaturlara bir işarə tətbiq olunur, bu da operatora hansı gərginliyin və hansı aralıqda tətbiq olunacağını xəbər verir. Bitmiş ortağın soyutma müddəti də göstərilmişdir. Bundan əlavə, dizaynda tamamlanmış bir prosesi siqnal edən xüsusi göstəricilər təqdim olunur.

Bu texnoloji metodun bir çox müsbət tərəfi var:
- Qaynaq zamanı boruların daxili diametri azalmır. Bu o deməkdir ki, yalnız sistemin sabit bir təzyiq başı olduğu hallarda istifadə edilə bilməz. Drenaj və fırtına sistemləri istisna deyil.
- Yaxşı düşünülmüş bir vasitə bazası sayəsində, tələb olunan bütün əməliyyatları edərkən insan amili minimuma endirilir.
- İki böyük diametrli boru birləşdirmək lazım olduqda bu üsul daha məqbuldur.
- Elektrofüzyon qaynağı əsas təmir tələb olunduqda əvəzsiz olacaq və boruların üfüqi müstəvidə yerdəyişməsi mümkün deyil.
- Boruların hər ikisinin və ya birinin gücləndirici daxilolmalarla gücləndirildiyi hal artikulyasiya üçün bir maneə olmayacaqdır. Butt qaynaqda, bu cür qaynaq gücünə zəmanət yoxdur.
- Çapraz əlaqəli polietilen borular ümumiyyətlə bağlanır mexaniki olaraq. ZN qaynaq, yüksək keyfiyyətli bir dikiş təmin edərək, molekulyar bağlara təsir göstərməyə imkan verir.
- Bir çox döngə ilə bir boru kəmərinin quraşdırılması, əvvəlcədən bağlanmadan və bitmiş bir quruluşun quraşdırılması tələb olunmadan dərhal yerində edilə bilər.
- Digər növlərə nisbətən enerjiyə qənaət edin.
- Polietilenin müxtəlif siniflərindən qaynaqlanan məhsulların üstünlüyü, eləcə də müxtəlif diametrlər.

Bütün prosesin tərəddüd etmədən keçməsi üçün sizinlə birlikdə xüsusi bir vasitə olmalıdır:
- Qaynaq maşını. Bu növ qaynaq üçün unikal bir bölmə hazırlanmışdır. Yarımkeçiricilər texnologiyasına əsaslanır, buna görə də digər analoqlarından daha az böyük bir elektrik enerjisi istehlak edir. Tipik olaraq, bu cür vahidlər üçün maksimum və minimum qaynaq edilə bilən diametrlər göstərilmişdir. Barkod skaneri təqdim olunur, müəyyən bir əlaqə növü haqqında məlumatları avtomatik daxil edir, bu da əl ilə edilə bilər. Hər bir tamamlanmış birləşmə barədə məlumatlar yaddaşda saxlanılır ki, operator və ya nəzarət qrupu məlumat ala bilsin. Daxili bir serial və ya USB portu ola bilər, parametrləri və məlumatları ötürmək üçün bir flash sürücünü sonuna bağlaya bilərsiniz. Ön paneldə ümumiyyətlə mövcud parametrləri göstərən bir ekran var. Bəzi bölmələrlə tamamlayın müxtəlif bölmələrin tövsiyələri.
- Mövqe. Bir neçə kelepçesi olan bir kəmər şəklində kiçik bir metal armatur. Bu vasitə, yerinə yetirmək üçün bir təyyarədə olan nozzləri tənzimləməyi mümkün edir qaynaq işləri. Yumurtalıqları düzəltmək üçün də nəzərdə tutulub. Bu məqsədlər üçün ayrı bir sıxac istifadə edilə bilər.
- Boru kəsici. Ümumiyyətlə diskdən istifadə edin. Bir şərtdir ki, hətta kəsilməsini də mümkün etsin.
- Scraper Bir bıçaqla kiçik sap. Ayrıca bir neçə modulu olan bir cihaz ola bilər. Onlardan biri boruya yerləşdirilir, ikincisi, kəsici başın yerləşdiyi yer bağlanır və fırlanma zamanı üst qatı çıxarır. Bu prosedur kobud bir səth yaratmaq üçün deyil, borunun oksid edilmiş hissəsini çıxarmaq üçün lazımdır.
- Rulet və ya hökmdar.
- Təmiz. Kir və yağdan təmizləmək lazımdır. Xüsusi bir boru növü üçün xüsusi olaraq hazırlanmış istifadə etmək lazımdır. Müntəzəm alkoqol və ya aseton istifadə etməyin.
- Marker Suya davamlı ağ və ya parlaq bir rəng yalnız markalanma deyil, həm də bəzi məlumatları yapışan yerə tətbiq etmək üçün istifadə olunur.
Diqqət yetirin! Yəhər əlavə etmək üçün əlavə bir qazma, həmçinin bir hex açar və sıxaclar üçün bir tornavida istifadə olunur.

Lehimləmə prosesi çox mürəkkəb deyil, lakin müəyyən bir dəqiqlik, diqqət və əzm tələb edir.
- İşi başa çatdırmaq üçün vaxt varsa, borunu bir gün içərisində baydan çıxartmaqla düzəltmək məsləhət görülür, bu, yumurtalığın qismən düzəldilməsinə kömək edəcəkdir.
- Ediləcək ilk şey borunun kənarını kəsməkdir. Bu məqsədlər üçün bir boşluq istifadə etmək mümkündür, lakin arzuolunmazdır. Arxası kobuddur. Dairəvi bir boru kəsicisini istifadə edin, bu düzgün təyyarəni təmin edəcəkdir.
- Sonra, işarələmə aparılır. Uyğunluğun geyiləcəyi bir xətt çəkmək lazımdır. Ondan 1-2 sm kənarında bir işarə və nişan vurun.
- Üst təbəqəni çıxarmaq üçün bir kazıyıcı və ya mexaniki bir oksid təmizləyici istifadə edin. Diametri 63 mm-dən çox olmayan borular üçün 0,1 mm-dir. Xarici diametr daha böyükdürsə, onda 0,2 mm çıxarın.
- İndi boru həlledici ilə müalicə olunur və yerləşdiriciyə yerləşdirilir. Yaxşı bir şəkildə sabitlənməlidir və yumurtalıq düzgün olmalıdır. Uyğunluqda qırıq yük olmamalıdır. Mövqe verən şəxs bunun əvəzini verməlidir.
- Zərbə qoyulur (içəridən gələn həll ilə də müalicə edilməlidir). Borunun diametri çox böyükdürsə, qolu tam ölçüdə gərginləşdirilir. İkinci bir boru gətirilir və fitinq dərinliyinin yarısına qədər vurulur. Düzgün lehimli olmasını təmin etmək üçün quraşdırılmış spiral boru hissəsindəki bütün ərazidə olmalıdır.
- İki boru bağlandıqdan sonra qaynaq maşını bağlıdır. Lazımi parametrlər skaner tərəfindən oxunur və ya əl ilə daxil edilir. Proses başlayır. Soyutma dövrünün də tam dövrə daxil olduğunu xatırlamaq vacibdir. Qıvrımı əvvəlcədən çıxararsanız, möhkəmlik pozulacaq.
- Bütün tapşırıqlar başa çatdıqda bağlantıya vaxt və tarix, eləcə də operator haqqında məlumatlar tətbiq olunur.
- Bir yəhər əlavə montaj oxşar bir alqoritm var. Təmizləmə quraşdırma yerində aparılır, lakin bütün dairə ətrafında deyil, yalnız bir spiral ilə örtüləcək olan yapışma sahəsidir. Soyulduqdan sonra yəhər qoyulur və möhkəm bükülür. Qaynaq işləri davam edir. Bundan əlavə, əlavə bir vasitənin köməyi ilə bir kəsmə aparılır. Bir fiş istifadə texnoloji deşik bağlayır və bir işarə tətbiq olunur.
Diqqət yetirin! Oksidi çıxarmaq üçün aşındırıcı kağız və kazıyıcılardan istifadə etməyin. Sadəcə səthi cızacaqsınız, amma istədiyiniz nəticəyə nail olmayacaqsınız.

Bəzi hallarda əlaqənin depressurizasiyası baş verir. Tamamilə quraşdırmanın sonunda bu artıq aşkar edilə bilər. Bu, aşağıdakı səbəblərə görə baş verir:
- Operator yumurtalıq üçün kompensasiya vermədi. Bu, ərimiş plastikin bütün məkanı doldurmaması ilə nəticələnə bilər.
- Təmizlik bir kazıyıcı ilə aparılmadı. Nəticə, qol və boru monolitik bir birləşmə meydana gətirməməsidir.
- Boru uyğun bir açıda idi. Nəticə maye plastikin sızması olacaq.
- Armatur tam geyilmədi. Quraşdırılmış spiral kifayət qədər dartılmış səth əriməz.
- Heç bir pisləşmə yox idi və ya ondan sonra əlləri ilə təmizləyici yerə toxundular. Bağlantı sıx olmayacaq.
HDPE borularının qoşulması üçün bu təlimat da tətbiq olunur. Bu üsul mükəmməl möhkəmliyi təmin edə bilməyən mexaniki sıxac armaturlarını istifadə etməkdən daha yaxşıdır.
Video
Verilən videolar şou texnoloji proses elektrofüzyon borusu qaynağı:
Polietilen (HDPE) boruların elektrofüzyon qaynağı birləşmənin ən yaygın üsuludur polietilen borular. Bu texnologiya etibarlı bir dock təmin edir və kifayət qədər sıx vəziyyətdə işləməyə imkan verir. Quyulardakı qaynaqda, boru kəmərlərinin çuxurlarda çəkilməsində, təmir zamanı, döngələrin quraşdırılması, onsuz da qoşulmuş borularda əlavələrin yaradılması və s.
CityVeld MMC, sərfəli qiymətə yüksək keyfiyyətli elektrofüzyon qaynaq xidmətləri təqdim edir
Maksimuma çatdırmaq üçün etibarlı əlaqə kuplaj metodundan istifadə edərək səthlərin birləşdiriləcəyini hazırlamaq lazımdır. Borular tamamilə yağlanmış, kirdən və oksid filmdən azad olmalıdır. Bunu etmək üçün fırçalar, kazıyıcılar və ya xüsusi avadanlıqlardan istifadə edin.
Soket Qaynaq Texnologiyası
HDPE borularının elektrofüzyon qaynağı daxili metal spiral (quraşdırılmış istilik elementləri) ilə formalı polietilen məhsullardan (muftalar, fitinqlər, əyilmələr və s.) İstifadə olunmaqla həyata keçirilən qaynaq işlərinin bir növüdür. Bağlantı hissəsi boru kəməri ilə birləşdirilir və onun vasitəsilə elektrik cərəyanı verilir. Spiral qızdırıldıqca məhsulun səthi əriməyə başlayır və onun forma hissəsi borulara möhkəm qaynaqlanır. İş dayandıqda, sonra soyudulmuş qaynaqlanmış birləşmənin yerinə ayrılmaz bir əlaqə yaranır.
Elektrofüzyon qaynaqının üstünlükləri
Asan quraşdırma.Polietilen boruların elektrofüzyon qaynağı tez və asandır. Boru kəmərinin uclarını çəkmək və istilik hissələrini istifadə edərək birləşdirmək kifayətdir. Boruları qaynaq etmək üçün yalnız fitinqlər və xüsusi istilik avadanlığı tələb olunur.
Universallıq.Eritilmiş polietilenin xüsusiyyətləri səbəbindən bu əlaqə metodu müxtəlif diametrli və divar qalınlığında boruları qaynaq etməyə imkan verir. Bundan əlavə, muftaların qaynaqlanması həm açıq, həm də qapalı, sıxılmış yerlərdə baş verə bilər.
Etibarlılıq. Yaranan boru bağlantısı olduqca etibarlı və davamlıdır. Polietilenin əriməsi nəticəsində qovşağdakı materiallar tam interpenetrasiya prosesinə başlayır. Buna görə soyuduqdan sonra qaynağın sıxlığı borunun qalan hissəsinə bənzəyir.
Enerji səmərəliliyi.Bu tip boru bağlantısı üçün istifadə olunan qurğular yüngül, yığcam və az enerji istehlakıdır (butt üsulları üçün cihazlarla müqayisədə). Bu texnologiya büdcə obyektlərində əməliyyat təmiri üçün idealdır.
Elektrofüzyon qaynaq dəyəri
| Çapı | Birgə dəyəri | Bir növbədə yerinə yetirilən işin minimum dəyəri 12000 rubl.  | 6kVA / 1 fazalı / 220V 4000 rubl / növbənin generatorunun icarə dəyəri  |
||
| 25 | 200 rub | ||||
| 32 | |||||
| 40 | |||||
| 50 | |||||
| 63 | 300 rub | ||||
| 75 | |||||
| 90 | |||||
| 110 | 400 rub | ||||
| 125 | 600 rub | ||||
| 140 | 650 rub | ||||
| 160 | 800 rub | ||||
| 180 | 1000 rub | ||||
| 200 | |||||
| 225 | |||||
| 250 | 1500 rub. | ||||
| 280 | |||||
| 315 | 2000 rub. | Bir növbədə yerinə yetirilən işin minimum dəyəri 15.000 rubl. |
|||
| 355 | 3000 rub | ||||
| 400 | 3100 rub. | ||||
| 450 | 3600 rub. | ||||
| 500 | 5100 rub. | ||||
| 560 | 5500 rub. | Bir növbədə yerinə yetirilən işin minimum dəyəri 18 min rubl. | |||
| 630 | 6.200 rubl | ||||
| 710 | 7000 rub. | ||||
| 800 | 8000 rub. | ||||
| 900 | Razılaşma ilə | ||||
| 1000 | |||||
| 1200 | |||||
| Bir növbədə görülən işin minimum dəyəri, lazımi avadanlıq dəsti ilə bir qaynaq mütəxəssisinin səfər qiymətini əhatə edir | |||||
Qaynaq üçün sifariş vermək istəyirsinizsə, elektrofüzyon qaynağının qiyməti haqqında daha ətraflı məlumat əldə edin və ya boruların birləşdirilməsinin digər mümkün üsulları haqqında məlumat əldə edin, bizə zəng edin.
Elektrofüzyon qaynağı polietilen boruların qaynaqlandığı ən yaygın metodlardan biridir. Soket qaynağı yüksək quraşdırma sürəti və əla keyfiyyət ilə xarakterizə olunur. Elektrikli muftalarla qaynaq sözdə qaynaq qaynağı əvəz edilə bilməz. Bu iki qaynaq üsulu həm bir layihədə, həm də fərqli olanlarda istifadə edilə bilər. Məsələn, müəyyən bir uzunluqdakı bir diametrli bir boru kəməri quraşdırırsınızsa, butt qaynaqdan istifadə etməyiniz məsləhət görülür, ancaq layihəyə uyğun olaraq əyilmə, bağlama, quyuda qaynaq və bənzər seçiminiz - elektrofüzyon qaynağı quraşdırmaq lazımdır. Tez-tez, boru kəmərini rulonlarda bir boru istifadə edərkən istifadə olunur və elektrikli muftalarla qaynaq etmək bir boru kəmərinin təmiri üçün əvəzolunmazdır.
Ancaq bir çox amil, düzgün bir qaynaq nəticəsi üçün məsuliyyət daşıyır, baha başa gələ bilər və ya onu laqeyd edir - yalnız bir elektrofüzyon qaynaq maşını satın ala bilməyəcəksiniz. Təhlilimizdə səhvlər və təlatümlərdən qaçınmağa kömək edəcəyik.
DİQQƏT YERİNƏ HAZIRLIQ
Bir polietilen və ya propilen borunun müvəffəqiyyətlə qaynağı üçün vacib şərtlərdən biri qaynaqçı iş yerinin hazırlanmasıdır. Seminar şəraitində onun təmizliyini izləmək çox asandır, lakin əksər hallarda, boru kəmərinin quraşdırılması küçədə və ya sahə xəndəkində aparılmalıdır. İrəliyə baxaraq deyirik ki, materialın xüsusiyyətləri məcburidir qaynaq yerinin donma temperaturundan, külək toz və yağışdan qorunması. Sadə bir örtük kiçik diametrli birləşmələrin quraşdırılmasına kömək edəcəkdir, lakin kritik boru kəmərlərini (qaz boru kəmərlərini) qaynaq edərkən, qaynaqçı çadırının qurulmasına diqqət yetirmək faydalı olacaqdır. Qeyri-sabit, nəmli torpaq olduqda və ya xəndək daşması riski olduqda, uducu elementlər və ya qum yastıqları hazırlanmalıdır.
KUPÇA TƏKLİFİ
Satış və müştəri məsləhətləri "Profi Alətlər" təcrübəsi sizi bir daha ehtiyacınızı xatırladır seçim peşəkar vasitə hamar boru kəsmə üçün. Bu, diametri 110 mm-ə qədər olan polietilen borulara aiddir. Bu vəziyyətdə sadə bir diyircəkli boru kəsicisi qurtarmağa gələcək, bunun köməyi ilə boru uclarının oxuna hamar perpendikulyar çatmaq asandır. Daha böyük diametrlər üçün elektrikli orbital boru kəsiciləri qurtaracaq. Çox vaxt qənaət etmək cəhdi ilə nəticələnən bu maddənin laqeyd qalması, şübhəsiz ki, plastik muftalarla qaynaq prosesində səhvlərə səbəb olacaq: boru uclarının qeyri-bərabər oturması, qeyri-bərabər birləşmənin birləşmənin pozulmasına və qaynağın nəzarətsiz qalınlığı səbəbindən borunun daxili diametrində nəzərə çarpan bir azalmaya səbəb olacaqdır.
İSTƏNİLƏN KİTABLARIN NƏZƏRİ
İşarələmə, plastik elektrofüzyon bağlamasının uzunluğunu ölçməklə başlayır. Bu uzunluğu yarıya bölmək lazımdır əldə olunan dəyəri hər bir borunun sonundan ölçün qaynaqda iştirak edir. Silinməyən marker ilə seqmentlərin nəzarət sərhədlərini qeyd edirik, daha sonra bu xətt oksid qatının boru səthindən çıxarılmasını nəzarət etmək üçün faydalıdır.
OXIDAN YAXINLIQ YOXDUR
Bəlkə də elektrofüzyon qaynağının keyfiyyətinin əsas meyarı qaynaqdan əvvəl qaynaqlanan boruların uclarının səthi üçün hazırlıq prosesidir. Bunun üçün müxtəlif mərhələlərdə xüsusi bir təmizləyici vasitə istifadə olunur. Qaynaqdan əvvəl zəruridir boru səthini kirdən təmizləyin və oksid qatını çıxarın. Oksid qatını çıxarmaq üçün həm əl qırdırıcıları, həm də mexanikləşdirilmiş cihazlardan istifadə edə bilərsiniz. Seçim borunun diametrindən asılıdır, əl kazıyıcılarına boruda ən çox 110 diametrdən istifadə etmək tövsiyə olunur. Oksid qatını çıxarmaq üçün mexanikləşdirilmiş bir cihazın qiyməti əl kazıyıcısının qiymətindən qat-qat yüksəkdir, lakin boruların təmizlənməsi sürəti və oksid qatının çıxarılma keyfiyyətində nəzərə çarpan fərq nəzərə alınsa, ilk obyektdə oksid qatını çıxarmaq üçün cihazın geri ödəməsinin açıq olacağını söyləyə bilərik.
Oksid təbəqəsinin çıxarılması səthi boru ilə bağlanmış bağlama və ya fitinqlərin birbaşa təmas sahəsindən bir neçə millimetr böyük olmalıdır, buna görə təmizləyici vasitənin idarəetmə xəttinin hüdudlarından kənarda kiçik bir çıxışına icazə verilir. Oksid qatını çıxardıqda boşluqlar olmadan bir keçid kifayətdir, dərinliyi təxminən 0,15 mm. Bu vəziyyətdə, səthin tubercles və qabırğa olmadan hamar olmasını təmin etmək lazımdır.
Boruların və tikililərin yerini müəyyənləşdirmək
Birbaşa qaynaqdan əvvəl, işlənir boru səthi və elektrofüzyon bağlayıcısının daxili səthi yağlanmalıdır spirt tərkibli xüsusi bir parça. Onun olmaması halında, qaynaqlanmış hissələrin asetonla yağlanmasına icazə verilir. Bu mərhələdə yağ və yağ izlərinin birbaşa çıxarılmasına əlavə olaraq, qaynaq ediləcək səthlərdən statik gərginliyi çıxarırıq ki, bu da lazımsız tozlar üçün əla bir maqnitdir.
MƏNZİL İSTİFADƏ
Qaynaq prosesində son dərəcə qaynaqlanmış hissələri düzəltmək üçün yerləşdiricidən istifadə etmək tövsiyə olunur, qaynaq və sonrakı soyutma zamanı boruların və hissələrin quraşdırılmış qızdırıcıları ilə yerdəyişməsinin qarşısını almaq üçün. Təyinatçı ehtiyaclarınıza görə seçilməlidir: sadə bir boru kəməri üçün, qaynaq üçün qənaətli bir kəmər seçə bilərsiniz mürəkkəb konfiqurasiya bol bükülmə, uyğunlaşdırıcı, tee və s. sabit qısqacları olan yerləşdiricilərə üstünlük vermək daha yaxşıdır.
Bəzi hallarda, borunun yumurtalığı problemi ortaya çıxır, sonuncunun yumurtalığı səbəbindən fitinqi boruya quraşdırmaq mümkün olmadıqda, bunu böyük diametrlərdə etmək xüsusilə problemlidir. Nəticədə, muftə və boru arasında artan dairəvi boşluq yaranır ki, bu da muftə əlaqəsinin daha da sızmasına və dəyişdirilməsinə və müvafiq olaraq xərclərin artmasına səbəb olur. Bu problemin həlli olaraq, borulardan ovallıq çıxarmaq üçün xüsusi hizalanma yerləşdiriciləri və ya yuvarlaqlaşdırma yastiqləri təklif edirik.
Yəhərlərin qaynaqlanması üçün, yəhər əyilmələri üçün xüsusi bir yerləşdirici istifadə olunur ki, bu da bərkitmə kəməri və ya sıxacına əsaslanır.
ELEKTR KUPÇALARININ İSTEHSALI
Elektrikli qaynaqlanmış muftanı borulara quraşdırmadan əvvəl boru üzərindəki qaynaq zonasının genişliyini markerlə yenidən qeyd etmək lazımdır, çünki bu işarələr emal zamanı silinə bilər. Səthlərin hazırlanması müddətində, xüsusən də sahələrdə uzun müddət müdaxilə etmək məcburiyyətində qaldığınız təqdirdə, əlavə təmizlik və yağdan təmizləmə proseduru artıq olmaz. Bununla birlikdə, elektrikli qaynaqlanmış muftaların ixtisaslı və məsuliyyətli bir tədarükçüsü ilə hər hissəsi hava keçirməyən bir plastik torbada saxlanılır. bu mərhələdən əvvəl qablaşdırmanı açmağa ehtiyac yoxdur.
Soyuq mövsümdə qaynaq etməlisinizsə, məsləhət görürük quraşdırılmış spiral qızdırmaq üçün əvvəlcədən isti hava silahı ilə yığın elektrofüzyon bağlantısını quraşdırmadan əvvəl. Qaynaq zamanı onun istiliyində artım baş verəcək və bu da uçota alınmayan aparatın uyğunlaşma müqavimətini artırmasına və nəticədə kuplajın keyfiyyətsiz "batmasına" səbəb olacaqdır. Döşəmə temperaturu və ya uzun saxlama səbəbindən formasını itirən bağlayıcının özünü istiləşdirməsi üçün saç qurutma maşını tələb oluna bilər.
Daha sonra yerləşdiricidə əvvəlcədən sabitlənmiş boruların ucları bükülür, kupleri yuxarı qaldıraraq birləşdirin və boruları yenidən azaldın, hər birini tam olaraq təklif olunan elektrofüzyon birləşmə mərkəzinin yarısına itələyin. Daha əvvəl marker ilə çəkilmiş nəzarət xətləri bu işdə sizə kömək edəcəkdir. Həddinə çatdıqda, lakin həddindən artıq gücə çatmadan, məlumatlar dayandırılır və gələcək birləşmənin detalları sıxma vintləri ilə sabitlənir. Boru ucunu qola bağlayarkən yersiz səylərdən çəkinin., quraşdırılmış termokuplı oturacaqdan kənarlaşdırmaq və qaynaqda sarkma və ya qırıqların yaranma riskini idarə etdiyiniz üçün.
İndi bilər bağlayıcılara qaynaq kabellərini quraşdırın elektrofüzyon aparatı. Diqqət yetirin ki, bəzi muft istehsalçıları (məsələn, Frialen) standart olmayan 4.7 mm fiş bağlayıcılarından istifadə edirlər. Belə hallar üçün, plastik boruların qaynaqlanması üçün qaynaq avadanlığı istehsalçılarının demək olar ki, hamısı adapterlərlə məhsullarını tamamlayır. Uyğunlaşdırılmamış bir qaynaq kabelini belə bir yuvaya məcbur etmək cəhdi avadanlıqların pozulmasına və vaxtından əvvəl təmir edilməsinə səbəb ola biləcəyi üçün bu vacibdir. Eyni səbəbdən cəhd edin qaynaq kabelinin uclarını təmiz saxlayın kirdən və tozdan.
ELEKTRİK MƏNZİL BİRLİYİNDƏ YAXIN
Kabelləri quraşdırdıqdan sonra qaynaq maşını yandırmaq və ekrandakı məlumatları yoxlamaq lazımdır. Ekran olmalıdır istilik elementinin bütövlüyünə siqnal verin spiral elektrofüzyonda quraşdırılmış müqavimət parametrinin göstəricisi. Bundan əlavə, cihazın modeli, tarixi, operatoru, düzəliş edilə bilən növbəti birləşmənin nömrəsi və s. İlə əlaqəli məlumatlar göstərilir.
WELDING Parametrlərə Giriş
Cihaz qaynaq üçün "qabaqcadan vermiş "sə, qaynaq parametrlərinə girməyə başlamaq lazımdır. Son zamanlarda elektrik kuplajları və qaynaq avadanlığı istehsalçıları operatorun vəzifəsini çox asanlaşdırdılar. Optik oxu qələm skanerindən istifadə qaynaq parametrləri barkoddan oxunurelektrofüzyon birləşdiricisindəki stikerə tətbiq olunur. Qaynaq maşını optik qələm olmadan verilirsə, qaynaq parametrləri əl ilə daxil edilir. Ştrix koddan məlumat daxil olduqdan sonra, bütün məlumatlar qaynaq maşınının ekranında göstərilir. Ekrandakı məlumatları elektrik uyğun məlumatları ilə müqayisə etmək lazımdır: diametri, material növü, soyutma müddəti. Odur aparat tərəfindən dəqiq qaynaq vaxtının hesablanması üçün zəruridir və spiralə verilən gərginliyin tələb olunan dəyəri. Məlumat uyğun gəlirsə, qaynaq prosesinə başlaya bilərsiniz - "Başlat" düyməsini çekinmeyin.
Mühasibat jurnalında WELDING PROSES və DATA qeydiyyatı
Elektrofüzyon aparatı işə başladığı andan, işin pozulmaması üçün əməliyyatçı onunla heç bir hərəkət etməməlidir, qaynaqlanacaq hissələri və ya yerləşdiricisi tapılmamalıdır. Qaynaq elektrofüzyon qaynaq maşını qaynaq prosesini avtomatik idarə edir və verilən enerjini göstərilən həddə tənzimləyir. Qurğu, akustik və ya işıq siqnalı ilə qaynaq mərhələsindən soyutma mərhələsinə keçmə anını siqnal verir, bundan sonra operator yalnız birləşmənin soyuması üçün vaxta diqqət yetirməlidir. Pulsuz dəqiqələr həsr oluna bilər və edilməlidir qaynaqlanan birləşmə haqqında məlumatları mühasibat jurnalında qeyd edin. Birləşmənin sayı, qaynaq tarixi, fitinqin növü və istehsalçısı, borunun materialı və diametri, qaynaqçının adı, elektrofüzyon cihazının modeli, ekranda qaynaqlanmanın düzgün və ya yanlış başa çatması barədə işarələr etmək tövsiyə olunur.
VISUAL İNSPEKSIYA VƏ QOŞULMAQ Qaydaları
Elektrofüzyon qaynaq prosesinin düzgün başa çatmasının göstəricisi də budur qondarma "üzənlər"qaynaq kabelini bağlamaq üçün fişlərin yaxınlığında yerləşir. Elektrofüzyon bağlayıcısının səthinə "üzənlərin" çıxdığına və qurulmuş soyutma müddətinin bitməsini gözlədikdən sonra operator marker (tercihen ağ) qovşağında lazımi məlumatları qeyd edirMəsələn: ortaq sayı, tarixi, boru diametri, soyutma müddəti.
TEST İSTƏYƏN BİRLƏŞMƏNİN İMZANI
Yoxlama təşkilatına, habelə qaynaqçı-kursantın işə başlaması halında böyük bir obyekti təhvil verməlisinizsə, qaynaqlanmış birləşmənin sınağının müayinəsini təşkil etmək artıq olmaz. Ən sadə yolu çağırmaq olar alınan oynağın uzanması prosesi, boru deformasiyaya başlamazdan əvvəl açılmamalıdır. Daha mürəkkəb bir üsul, əvvəllər parçalanmış uzunlamasına birgə və qaynağa əsaslanan qaynağın müayinəsidir qaynaqlı hissələrin bükülmə testi bir-birindən müstəqil.
ELEKTR MƏLUMAT BİRLİYİNİN İLLİK TƏMİNATI
Özümüzdən, hər hansı bir elektrofüzyon qaynaqının olduğunu qeyd edirik cihaz yoxlanılması üçün ildə bir dəfə servis mərkəzinin mütəxəssislərinə təhvil verilməlidir, icazə verilən hədləri aşan kalibrləmə parametrlərinə görə aşağı keyfiyyətli və ya qüsurlu qaynaqlanmış birləşmələrin meydana gəlməməsi üçün. Cihazınız xidmət edərsə və müntəzəm təmir tələb etmirsə də bunu etməlisiniz.
Bu saytı işarələyin
Birincisi, bütün kirlər birləşdirilmiş səthlərdən tamamilə təmizlənir və oksid təbəqəsi çıxarılır. Bunun üçün kazıyıcılar və oksid qatını çıxarmaq üçün cihazlardan istifadə olunur. Diametri 110 mm-dən az olan borularda istifadə olunur əl alətidir. Böyük diametrlərlə iş, işin daha səmərəli aparıldığı mexanikləşdirilmiş cihazların istifadəsini nəzərdə tutur və bu cür qurğular çox tez ödəyir.
Lazımi avadanlıq və alətlər:
- qaynaq maşını;
- elektrofüzyon muftaları;
- yerləşdiricilər;
- yuvarlaq yastiqciqlar;
- boruları təmizləmək üçün alət (metal fırça, öğütücü və s.).
Elektrofüzyon texnologiyası
İş apararkən boruların və fitinqlərin hərəkətsiz olması lazımdır, soyutma zamanı bu tələbə əməl olunmalıdır; Buna nail olmaq üçün yerləşdiricilər istifadə olunur. Çox tez-tez bir armatur quraşdırarkən, borunun yumurtalıq problemi ilə qarşılaşırlar. Bunu aradan qaldırmaq üçün yuvarlaqlaşdırıcı yastiqciqlar istifadə etmək lazımdır. Bu edilmədiyi təqdirdə, bəzi yerlərdə artan dairəvi boşluq yaranacaq ki, bu da sonradan birləşmə nöqtəsində sızmalara səbəb olacaq və dəyişiklik edilməli olacaq ki, bu da xərcləri xeyli artırır.
Polietilen boruların elektrofüzyon qaynaqları aparıldığı qaynaq maşınları istehsalçı, keyfiyyət və avtomatlaşdırma dərəcəsi ilə fərqlənir. Hər şey işə hazır olduqdan sonra, armaturun barkodu bir skanerdən istifadə edərək oxunur, istehsalçı, gərginlik, qaynaq müddəti haqqında məlumat var və qaynaq prosesi birbaşa alınan məlumatlar əsasında aparılır. Göstərilən əməliyyatlar zamanı, qaynaq maşını prosesi tam nəzarət edir və yaranan fövqəladə hallar barədə ekranda sizə məlumat veriləcəkdir.
Hər şey avtomatik olaraq baş verir, yuva qaynağı əridilmiş polietilen armaturun sınaq deliklərindən çıxdıqdan sonra tamamlanır. Qaynaqlanmış hissələrin soyudulması yalnız təbii şəkildə aparılmalıdır, bu zaman onlar stasionar olmalıdırlar.
Vkontakte
Sinif yoldaşları
Elektrofüzyon qaynağı, divarın qalınlığından asılı olmayaraq, diametri 20 mm və daha yuxarı olan boruları birləşdirmək üçün istifadə olunur. Bu qaynaq üsulu ilə iş mənfi 10 ilə + 30 ° C arasında bir hava istiliyində aparılmalıdır. Verilən temperatur aralıqları üçün, bir qayda olaraq, standart qaynaq texnoloji rejimləri hesablanır. Daha geniş bir temperatur aralığında, müəyyən bir istilik rejiminə uyğunluğunu təmin edən otaqlarda (sığınacaqlarda) qaynaq aparılmalıdır.
Elektrofüzyon qaynağı. Ardıcıllıq
Qaynaq hazırlıq işlərində və boruların və fitinqlərin faktiki qaynağında aparılır. Elektrofüzyon qaynağı üçün hazırlıq əməliyyatları daxildir:
- qaynaq avadanlığının hazırlanması və performans testi;
- qaynaq sahəsinin hazırlanması və qaynaq avadanlığının yerləşdirilməsi;
- lazımi qaynaq parametrlərinin seçilməsi;
- oksid qatının çıxarılması;
- yerləşdiricinin sıxaclarında boruların və hissələrin düzəldilməsi və hizalanması;
- qaynaq ediləcək elektrofüzyon armaturlarının və boruların səthlərini silmək.
Elektrikli qızdırıcıları olan hissələrlə boru qaynaq edərkən əsas parametrlər hissə spiralinə (Up) və vaxt parametrlərinə (tsv və sərinləmək) verilən gərginlikdir. Texnoloji parametrlərin dəyərləri elektrik qaynaqlı armaturların növünə, çeşidinə və istehsalçısına bağlıdır və hissəni müşayiət edən, hissənin gövdəsinə möhürlənmiş və ya xarici səthinə yapışdırılmış etiketdə ştrix şəklində yazılmışdır.
Quraşdırma və qaynaqdan əvvəl boruların ucları və bağlayıcı hissələrin birləşmə hissələri yaxşıca təmizlənir və bütün çirkləndiricilərin içərisindən və xaricindən silinir. Təmizləmə quru və ya nəmli dəsmallarla (dəsmallarla) daha da quru silməklə aparılır. Boruların və ya hissələrin ucları yağ, yağ və ya digər yağlarla çirklənmişsə, spirt, ağ ruh, aseton ilə yağlanır.
Quraşdırılmış elektrik qızdırıcıları olan əşyalar paketdən toz və kir hissəyə girməməsi üçün paketdən çıxarılır. Elektrikli qaynaqlı armatur qaynaq üçün hazırlanan boruların ucları, bərabər şəkildə kəsildiyini yoxlayın. Borunun uzunlamasına oxa doğru açı olmayan bir hissəsi qızdırıcı elementin boru ilə qismən təmas etməməsinə səbəb ola bilər.
- elektrik qaynaqlı fitinqlər;
- boruları düzəltmək üçün yerləşdirici;
- oksid qatını çıxarmaq üçün əl və ya mexaniki kazıyıcı;
- boru kəsici;
- nəm salfetlər;
- cırtdan və ya quru cırtdanlar;
- marker və ya mum qələmi
Elektrofüzyon vasitəsi
Boru hazırlığı
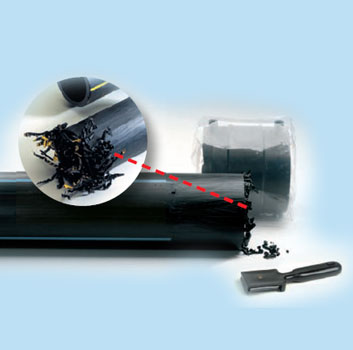
Deformasiyaya uğramış və ya dərin (4-5 mm-dən çox) nikləri olan boruların ucları kəsilir. Borunun uzunlamasına oxa doğru açı olmayan bir hissəsi istilik elementinin qismən boru ilə təmas etməməsinə və ərimənin boruya axmasına səbəb ola bilər.

Borunun sağ kənarı

Yanlış boru kənarı
Boruların ucları kəsildikdən sonra, xarici təbəqəni çirkləndirici və oksid filmi ilə çıxarmaq üçün hissələrin səpilmə dərinliyindən asılı olaraq uzunluqlu kəsikli mandrellər və ya kazıyıcılar istifadə edərək işlənir (təmizlənir). Çıxarılan təbəqənin qalınlığı borunun diametrindəki tolerantlıqdan asılıdır və boru və hissə arasında yolverilməz boşluqların yaranmasına səbəb olmamalıdır. Bir qayda olaraq, çiplər 0,1 - 0,2 mm dərinliyə çıxarılır.
Axide qatının çıxarılması
Quraşdırılmış qızdırıcıları olan detallar işlənmişdir spiralə zərər vermə ehtimalı səbəbindən məruz qalmır. Oksid qatının natamam çıxarılması heterojen və sızan bir qaynaqla nəticələnə bilər. Oksid qatını çıxardıqdan sonra kolu boruya qoymağı asanlaşdırmaq üçün borunun xarici kənarını fırçalamaq lazımdır.
Yəhər dalları üçün, quraşdırılacaq boru yerləri təmizlənir.
Boruların yerləşdirilməsi
Qaynaqlanan borular və hissələr nüfuz olmaması üçün təhrif edilmədən hizalanmalıdır. Boruları yerləşdiricidə düzəltmək zəruri bir əməliyyatdır. Qaynaqlanmış boruların ovulyasiyasını cəmləşdirməyə və aradan qaldırmağa, qaynaq və soyutma zamanı oynağın hər hansı bir hərəkətini qarşısını almağa, borunun sarkmasının qarşısını almağa, oynağı təsadüfən təsirlərdən qorumağa və qaynaq zamanı boruların və hissənin zəruri hizalanmasını təmin etməyə imkan verir.
Qıvrılmış boru quraşdırılması zəif qaynaq səbəblərindən biridir. Həddindən artıq əyri olan boruların elektrofüzyon qaynağı spiralın sarımlarının yerdəyişməsinə və bağlanmasına, ərimənin qaynaq zonasından sızmasına və s.

Boruları yerləşdiriciyə sabitləyin
Böyük diametrli boruları qaynaq edərkən, çiftleşme hissələrinin sərbəst bir vəziyyətini təmin etmək lazımdır, yəni. Zərbəyə girən boruların ucları əyilmə gərginliklərinin təsiri altında və öz ağırlığından qüvvələrin təsiri altında olmamalıdır. Gerekirse, dayaqlar, dayanacaqlar və ya uyğun məhdudiyyətlərdən istifadə edin.
Birgə soyutma müddəti bitənə qədər qaynaqlanmış birləşmələrin gərgin olmamasını müşahidə etmək lazımdır. Kütlənin içərisinə qoyulmuş boru uclarının stresli mövqeyi zəif əlaqə ilə nəticələnə bilər.
Elektrikli qaynaqlanmış armaturların qaynağı zamanı boruların mərkəzləşdirilməsi həddindən artıq güc vermədən borunu ucuna bağlamağa imkan verən bir dəyərdir. Quraşdırma plastik bir çəkic ilə vahid zərbələr vasitəsilə həyata keçirilə bilər. Birləşmə həddindən artıq güc ilə boru üzərində itələdiyi təqdirdə, spiralın yerdəyişməsi, bağlanması və ya qırılması baş verə bilər.
Borunun muftaya kifayət qədər daxil olmaması, qaynaqın zəif olmasının səbəblərindən biridir. Borunun muftaya daxil olmasının tamlığı boru səthində bir marker tərəfindən əvvəlcədən hazırlanmış işarə ilə idarə olunur.
Boru yumurtalıqlarının çıxarılması
Boru qaynaqlarının keyfiyyəti də onların yumurtalığından təsirlənir, boruların uzun müddət saxlanması və ya çarxlarda verildiyi zaman ortaya çıxa bilər. Boru və bütün diametri arasındakı bağlama arasındakı maksimal boşluq 3 mm-dən çox olmamalıdır.
Borunun yumurtalığına görə, mərkəzləşdirilmiş boru ilə bağlama arasındakı boşluq 3 mm-dən çoxdur (diametr fərqi 6 mm-dir), onda qaynaq zonasındakı bu borulara dəyirmi bir forma verilməlidir. Boruların uclarının kalibrlənməsi (ovulyasiyanın aradan qaldırılması) boruları mərkəzləşdiricinin və ya yerləşdiricinin sıxaclarında sıxaraq həyata keçirilir.
Istifadə edilmiş yerləşdiricilər sıxılma səbəbindən boruların uclarının düzəldilməsini təmin edə bilmirlərsə, borulardakı hissələrin və ya işarələrin uclarından 15-30 mm məsafədə quraşdırılmış xüsusi yuvarlaqlaşdırıcı (kalibrləmə) sıxaclar istifadə olunur. Boruların əvvəlcədən düzəldilməsi üçün əl hidravlik düzəldici maşınlar xüsusilə təsirlidir.

Mexanik yumurtalıq üst-üstə düşür
Boruların və hissələrin qaynaqlanmasından dərhal əvvəl (əvvəlcədən istiləşmə və qaynaq), boruların qaynaqlanan xarici səthləri sürtülür və daxili səthlər bərkitmə zamanı ortaya çıxan yağ ləkələrini və səthi çirkləri aradan qaldırmaq üçün həlledicilərlə (alkoqol və ya aseton) olan hissələri.
Yağlamaq üçün rəngsiz birdəfəlik emici və tüklü olmayan kağız salfetlərindən istifadə edin. Yuyulan maye qaynaqdan əvvəl tamamilə buxarlanmalıdır.

Drenaj borusu

Degreasing fit
Elektrofüzyon qaynağı. Texnoloji proses:
- boruların işlənmiş ucları birləşdirən hissəyə gedəcək qədər daxil edilir (yəhər filialları üçün - boruya bir budaq qoyun);
- boruları bağlayan hissə ilə birlikdə xüsusi bir mərkəzləşdirmə və fiksasiya qurğusuna (yerləşdirici) düzəldin;
- cihazı elektrik şəbəkəsinə və ya lazımi gərginlik və güc təmin edən muxtar bir elektrik generatoruna qoşun;
- qaynaq kabelini quraşdırılmış qızdırıcı hissələrinin terminallarına bağlayın;
- lazımi qaynaq (qızdırma) rejimi cihazın yaddaşına daxil edilir və müəyyən edilmiş gərginlik və vaxt onun displeyi ilə idarə olunur;
- "başlanğıc" düyməsini basaraq qaynaq prosesinə başlayın (dövrəni başladıqdan sonra bütün zəruri texnoloji proses avtomatik rejimdə baş verir);
- qaynaq prosesinin keçidini (cihazın ekranında) və qaynaqlanmış bir birləşmənin meydana gəlməsini (qaynaq göstəricilərini uzatmaqla) əyani şəkildə idarə edin;
- qaynaq tamamlandıqdan və ortaya çıxan birləşmə təbii şəkildə soyudulduqdan sonra borular yerləşdiricinin sıxaclarından çıxarılaraq seriya nömrəsi qaynaqlanmış birləşmədə boya və ya markerlə yapışdırılır.
Bənzər bir şəkildə qaynaqlı birgə üzərində qaynaqçı möhürünün nömrəsini əks etdirən nişan. Qaynaq rejimlərinin parametrləri qaynaq maşınının yaddaşına istifadə olunan hissə növü (ştrix kod, geribildirim sistemi və ya əl ilə giriş) üçün qəbul edilmiş qaynaq maşınının prinsiplərinə və imkanlarına uyğun olaraq daxil edilir.
Barkod giriş variantları
Məlumat daxil olmağın əsas yolu, bir foto-optik qələm istifadə edərək qaynaq maşınının idarəetmə sisteminə daxil olan bir ştrix koddur. Oxu etiket etiketinin yuxarısında yerləşən əsas ştrix koddan hazırlanır. Barkodu oxuduqdan sonra elektrofüzyonun uyğunluğu cihazın ekranında görünən məlumatlara uyğun olmalıdır.

Barkod uyğun yerə yerləşdirilib
Əsas ştrix kod altında yerləşən ştrix məhsulların əks izlənməsi üçün məlumatları ehtiva edir və məhsulları qaynaq edərkən istifadə edilmir. Qaynaq barkodu ağ etiketdə qeyd olunur, əvvəlcədən isidilmiş barkod (bu rejim ilə bağlananlar üçün) etiketdə sarıdır.
Qaynaq parametrlərini əllə daxil etsəniz, ətraf mühitin istiliyindən asılı olaraq qaynaq vaxtının tənzimlənməsi miqdarı barədə məlumatları olan OP ilə hissələri bağlanan məlumat kartından istifadə etməlisiniz.
Qaynaq prosesi haqqında məlumat cihazın yaddaşında qeyd olunur. Qaynaq protokolunun çapı həm hər bir birləşmənin qaynaq sonunda, həm də cihaz yaddaşının həcmindən asılı olaraq müəyyən aralıqlarla həyata keçirilə bilər. Bağlantı soyuduqdan sonra 10-30 dəqiqə içində qaynaqlı boru kəmərini daxili təzyiqlə yükləmək mümkündür.
Quraşdırılmış qızdırıcıları olan muftalar yenidən qaynaq təmin edə bilər. Təkrarlandı Elektrofüzyon qaynağı alınan birləşmənin keyfiyyətinə şübhə olduqda istehsal olunur.
Vacibdir!
Nəzəri və praktik bacarıqların yoxlanılması ilə xüsusi təlim və sertifikasiyadan keçmiş və müəyyən edilmiş forma sertifikatına malik olan qaynaqçı və mütəxəssislər qaynaq işlərini aparmağa və onun aparılmasına nəzarət etməyə icazə verilir.
Onların ixtisas sertifikatlarının etibarlılıq müddətinin işin planlaşdırılan müddətinə üst-üstə düşməsi arzu olunur. Qaynaqçılar və gördükləri işlər barədə məlumat gündəlik qaynaq jurnalında qeyd edilməlidir. Qaynaq jurnalı qaynağın keyfiyyətini, vaxtını, keyfiyyətini əks etdirən əsas ilkin istehsal sənədidir.
Elektrofüzyon qaynağı, işə başlamazdan əvvəl insanları elektrik şokundan qorumaq üçün lazımi tədbirlər görülür (qoruyucu topraklama, izolyasiya transformatorları və Elektrik Quraşdırma Qaydalarında nəzərdə tutulmuş digər tədbirlər). Qaranlıqda qaynaq vəziyyətində yerli işıqlandırma təşkil edilir. Qaynaq sahəsini nəm və küləkdən qorumaq üçün qoruyucu çadırlara olan ehtiyac iqlim şəraitindən (yağış, qar yağışı, duman və 10 m / s-dən yuxarı külək zamanı) asılı olaraq müəyyən edilir. Avtonom bir enerji təchizatı şamdan tərəfdən bir neçə metr məsafədə yerləşir.
Böyük diametrli boruların elektrofüzyon qaynağı
Vkontakte