Iz članka saznajemo kako, po kojim se regulatornim dokumentima i zašto proizvode čelične cijevi.
Klasifikacija cijevi
Po čemu se cijevi razlikuju?
- Linearne dimenzije, Duljina, promjer i debljina stijenke cijevi mogu se mjeriti jednostavnim instrumentima; asortiman se može naći u odgovarajućoj normi.
Odgovara li čemu? Metoda kojom je proizvedena cijev. Odatle slijedeća točka. - Način proizvodnje, Razlikovati između zavarenih spiralnih i uzdužnih cijevi; bešavne vruće oblikovane i bešavne hladno valjane rolice;
- Prisutnost antikorozivnog premaza, Obično služe kao sloj cinka koji se taloži na unutarnjoj i vanjskoj površini cijevi.
standardi
Prema kojem se GOST čelične okrugle cijevi mogu proizvesti?
Električne cijevi
Prema GOST 10704, 91 električno zavarenih čeličnih cijevi proizvodi se uzdužno.
Što još piše u standardu?
- Cijevi se mogu izrađivati \u200b\u200bnemjerne duljine (od 2 metra s promjerom do 30 mm, od 3 metra s promjerom 30-70 mm, od 4 metra s promjerom od 70-152 mm i od 5 metara za cijevi promjera preko 152 milimetara);
- Moguće je proizvesti cijevi izmjerene duljine (5-9 metara u rasponu promjera do 70 mm, 6-9 s promjerom od 70 do 219 mm i 10-12 metara s promjerom od 219 do 426 milimetara). Cijevi promjera preko 426 mm proizvode se isključivo nemjerno;
- Cijevi se mogu proizvesti s duljinom koja je višestruka od izmjerene. U ovom slučaju, veličina više mora biti najmanje 250 mm, a dozvoljena vrijednost za svaki segment je 5 milimetara (osim ako se s kupcem ne dogovore drugi parametri);
- Dostupna su manja odstupanja od navedenog promjera; odstupanja se mogu vidjeti u odgovarajućoj tablici u dodatku.
Potpuni popis veličina koje čelične cijevi prema GOST 10704 91 također se može naći u prilogu članka.
Napominjemo: ovaj se GOST ne odnosi na čelične spiralno-šavne cijevi; njihov je asortiman naveden, na primjer, u GOST 20295-85 i GOST 8696-74.
Vruće deformirane bešavne cijevi
Vruće deformirane cijevi proizvode se u skladu s GOST 8732 - 78. Potpuni asortiman može se naći u dodatku artikla.
Pored promjera, specifične težine i debljine stijenke, GOST za čelične cijevi vruće deformacije kaže sljedeće:
- Cijevi se mogu proizvesti u nesmjernim duljinama od 4 do 12,5 metara ili mjeriti u istom rasponu;
- Moguće je proizvesti cijevi duljine koja je višestruka odmjerena, s dopuštenjem za svaki rez jednak pet milimetara;
- Granična odstupanja duljine ne smiju prelaziti +10 milimetara za duljine cijevi do 6 metara i +15 za cijevi duljine 6 metara ili promjera 152 milimetara;
- Maksimalna odstupanja promjera i debljine stijenke cijevi regulirana su tablicama, koje se opet mogu naći u dodatku;
- Ni razlika ni ovalnost cijevi ne smiju ih dovesti do najvećih odstupanja u promjeru ili debljini stijenke;
- Zakrivljenost bilo kojeg proizvoljnog dijela cijevi ograničena je na 1,5 mm / duljinu 1 metar za cijevi debljine stijenke manjih od 20 milimetara, 2 milimetra za zidove debljine 20-30 milimetara i 4 mm za zidove debljine 30 mm ili više.

Hladno oblikovane bešavne cijevi
Njihova proizvodnja podliježe GOST 8734-75.
Što je korisno znati o tim cijevima?
- Dijele se na ekstra tanke, tanke, debelo i ekstra debelo. Kriterij je omjer vanjskog promjera cijevi i debljine njegovih zidova; Za cijevi s tankim zidom i ekstra tanke stijenke također je važna apsolutna vrijednost debljine zida.
Osobito tankozidne cijevi imaju omjer promjera i zida više od 40 ili zid tanji od 0,5 mm s promjerom do 20 mm; tankozidni - od 12,5 do 40 ili zid 1,5 mm s promjerom do 20 mm; cijevi s debelim zidom imaju omjer promjera i zida u rasponu od 6-12,5; posebno debelih zidova - manje od šest.
- Cijevi se mogu proizvesti u izmjerenim duljinama u rasponu od 4,5 - 9 metara, s maksimalnim odstupanjem u duljini od +10 milimetara ili neizmjerenim duljinama od 1,5 metara do 11,5;
- Također je moguće proizvesti cijevi s duljinom koja je višestruka od mjerene duljine. Cijevi mogu imati duljinu od 1,5 do 9 metara s dopuštenjem od 5 milimetara po rezu.
- Prema GOST-u, čelične cijevi hladne deformacije mogu imati maksimalna odstupanja od određenih veličina navedenih u dodatku.

Debeli zid su u svakom slučaju bešavne cijevi
Vodovodne i plinske cijevi
Čelični vodovodni cijev GOST 3262 75 dodijeljen je kao poseban standard, iako je s gledišta proizvodnje elektronaponski. Međutim, namijenjen je za cjevovode za vodu i plin (dat je u dodatku).
Pored toga:
- Cijevi (mjerene i nemjerne duljine) proizvode se u rasponu od 4 do 12 metara;
- Mogu se isporučiti bez navoja, ili s rezom ili pletenicama navoj cijevi;
- Kod isporuke cijevi s narezanim navojima dopušteno je smanjiti unutarnji promjer cijevi na 10 posto duž cijele duljine navoja;
- Zakrivljenost cijevi ne smije prelaziti duljinu 2 mm / metar s nominalnim provrtom do 20 milimetara i 1,5 mm s nazivnim provrtom većim od 20 mm.
Važno: za pocinčane cijevi nema zasebnog standarda i njegovog raspona.
Međutim, prema ovom GOST-u, izrađuju se cijevi od pocinčanog čelika.
Pored toga, pocinčavanje je predviđeno za uzdužne zavarene cijevi.
No ništa ne sprječava pocinčavanje apsolutno bilo koje cijevi, bez obzira na tehnologiju koja je proizvedena.

proizvodnja
Zavarena cijev
Sirovina za bilo koju zavarenu cijev je ravni čelični lim; međutim, najčešće dolazi iz valjanih metalurških poduzeća.
- List je izrezan u uske uzdužne pruge;
- Trake su zavarene u beskrajnu usku traku;
- Vrpca se valja u okruglu gredicu s otvorenim šavom;
- Nakon čega se šav kuha;
- Cijev se kalibrira u sljedećim valjcima;
- Šav se ispituje na nepropusnost. Otkrivanje grešaka u vrtložnim strujama najčešće se koristi, ali postoje i ultrazvučni detektori kvarova;
- Cijev se izrezuje na komade potrebne duljine i šalje u skladište.
Važno: najviše izdržljive cijevi su one zavarene TIG volframovom elektrodom u okruženju inertnog plina.
Međutim, cijevi s VF zavarivanjem izrađene indukcijskim zavarivanjem visokofrekventnim strujama znatno su jeftinije. Razlog je oko 20 puta veća brzina zavarivanja u odnosu na TIG.

Na jednom kraju linije možete vidjeti uski čelični lim. S druge, gotove zavarene cijevi. Prisutnost osobe potrebna je samo radi kontrole
Bešavne cijevi
Općenito izrada vruće deformirane cijevi izgleda ovako:
- Monolitna cilindrična gredica - šipka - zagrijava se u peći do temperature iznad točke rekristalizacije čelika; u ovom slučaju metal postaje plastičan;
- Na bušenom mlinu, radni komad se pretvara u šuplji cilindar, Izvana je već cijev, ali prilično nepravilnog oblika i dimenzija daleko od cilja;
- Tada započinje stvarno valjanje radnog dijela u valjcima - njezina vruća deformacija. Buduća cijev dobiva potrebni promjer i debljinu stijenke, zatim se hladi i kalibrira;
- Gotova cijev je izrezana na komade potrebne duljine i pohranjena.

Proizvodnja hladno deformiranih bešavnih cijevi razlikuje se na samo dva načina:
- Nakon probijanja mlina, gredica (koja se naziva rukav) hladi se vodom i svi daljnji postupci su hladni;
- Prije konačne umjeravanja, obavezno faza proizvodnje je žarenje - zagrijavanje na temperaturu rekristalizacije i hlađenje. U ovom slučaju, unutarnja naprezanja nakupljena tijekom deformacije napuštaju metal; osim toga postaje viskoznija.
Napominjemo: čelična cijev s debelim zidom izrađena je bešavno.
Zidovi vruće deformirane cijevi mogu doseći debljinu od 75 milimetara, a hladno deformirana cijev - 24 mm.
Ako je potrebno, moguće je proizvesti posebno cijevi s debelim zidom i izvan standarda. Izvodi se bušenjem kalibriranog radnog predmeta.
pocinčavanja
Ako je potrebno cijev opremiti antikorozivnim premazom, koristi se takozvano pocinčavanje.
Postoji nekoliko načina nanošenja sloja cinka na cijev; u industrijskom smislu, međutim, u proizvodnji cijevi koriste se samo dvije metode:
- Vruće pocinčavanje, Cijev je uronjena u rastaljeni cink. Ima talište mnogo niže od čelika; nakon hlađenja na površini cijevi nastaje tanak jednolik film;
- pocinčavanja, U mediju otopine kiseline stvara se značajna razlika između cinkove elektrode i cijevi; elektroda se otapa i talože cink na površini cijevi.
Glavni nedostatak ove metode je potreba odlaganja toksičnog elektrolita s cinkovim solima.

Svi građevinski proizvodi proizvode se u skladu s određenim uvjetima i standardima. Iako se mnogi materijali pridržavaju zahtjeva jednog jedinog GOST-a, čelična okrugla cijev, ovisno o tehnologiji njene izrade, odnosi se na različite standarde.
Primjena okrugle cijevi
Glavna primjena čeličnih cijevi je njihova upotreba kao cjevovoda namijenjenih transportu plina i raznih tekućina, a to su najčešće voda i naftni proizvodi. Ovisno o dopremljenom mediju, cijevi mogu imati:- pocinčane;
- antikorozivno bojanje;
- polimerni premaz;
- obrada izolacijskim materijalima.
Osim toga, površina cijevi izložena je električnoj obradi ili drugim vrstama zaštite. Najviše "bolne" za čelične cijevi su korozijski procesi. Prekomjerna vlaga izaziva ih izvana, a unutarnje hrapavosti i spojevi iznutra. Pojavljujući se, korozija postepeno počinje rasti, smanjujući na taj način propusnost i punjenje unutarnjeg prostora cijevi. Prekidi i curenja rezultiraju neplaniranim popravcima i zamjenama cijevi.
Drugo područje primjene galvaniziranih okruglih cijevi je industrija namještaja. Oni se široko koriste u proizvodnji okvira i unutarnjeg sadržaja ormara ili ormara. Također, GOST za okrugle čelične cijevi omogućuje uporabu materijala u montaži metalnih konstrukcija ili pojedinačnih metalnih proizvoda.

Razlike i značajke čeličnih cijevi
Glavna klasifikacija okruglih čeličnih cijevi izrađena je prema metodi njihove izrade:
- električno zavareni dostupni su u dvije vrste - ravno i spiralno zašiveno;
- bez šava.
Također imaju razlike u načinima valjanja:
- hladno oblikovanje;
- vruće oblikovanje.
Električno zavarena okrugla čelična cijev izrađena je od čeličnih traka ili lima pomoću lijevanja s naknadnim zavarivanjem šava duž osi ili u spiralu. Postupak uključuje upotrebu posebne opreme. Spiralne cijevi su mnogo rjeđe od cijevi s ravnim šavom, a dobivaju se formiranjem trake u spiralu. U ovom slučaju spoj je istovremeno kontinuirano zavaren posebnim šavom. U proizvodnji proizvoda koriste se dvije vrste zavarivanja:
- visokofrekventni kontakt - za cijevi od 10 do 530 mm;
- električni luk - od 428 do 1420 mm.

Vizualno je šav tijekom visokofrekventnog zavarivanja praktički nevidljiv. Tehnologija električnog lučnog zavarivanja predviđa nametanje tri šava, što povećava karakteristike čvrstoće spoja. Prvo se polaže glavni središnji šav, a zatim se spoj kuha s vanjske i unutarnje strane proizvoda.
Električne zavarene cijevi, čiji promjer omogućuje proizvodnju unutarnji rad, oni čiste (mljeve) iznutra, uklanjajući nabore i zadebljanja nastala nakon zavarivački radovi, Ako je nemoguće izvesti takav posao unutarnja površina ostao bez obrade.
Bešavne čelične cijevi izrađuju se na nekoliko načina:
- prešanje;
- crtanje;
- kovanje;
- valjanje;
- centrifugalno lijevanje.
Vruće oblikovanje vrši se na posebnoj opremi. Radni komad se istodobno zagrijava na temperaturu rekristalizacije. Ova metoda omogućuje dobivanje proizvoda velike čvrstoće koji mogu podnijeti velika opterećenja, uključujući unutarnji tlak. Hladno oblikovana okrugla metalna cijev dobiva određene dimenzije hladnom deformacijom opreme dizajnirane za postupak.
Razlika između bešavnih i električno zavarenih cijevi je prisutnost ili odsutnost zavara. Njihove metode proizvodnje imaju značajno različitost tehnologija i, kao rezultat, različite tehničke karakteristike.

Proizvođači proizvode još nekoliko vrsta čeličnih cijevi:
- lemljenje;
- s metalnim ili nemetalnim premazom;
- s posebnom obradom - okrenut, poliran, poliran.
Danas su najčešće cijevi za vodu i plin (HSV) i električno zavarene ravne cijevi (ESW). Oni se široko koriste u gradskoj i prigradskoj stambenoj gradnji pri izvođenju inženjerskih mreža. Jeftiniji su od bešavnih analoga, zahvaljujući jednostavnijoj tehnologiji za proizvodnju i uporabu običnih, najpristupačnijih čeličnih čelika u metalurgiji.
Ovisno o vrsti lijevanja, BS se u proizvodnji cijevi temelji na različitim regulatornim dokumentima:
- za toplo oblikovane - GOST 8732-78 i GOST 8731-74;
- za hladno oblikovane - GOST 8734-75 i GOST 8733-74.
Svaki od dokumenata navodi u kojem obliku treba proizvesti okruglu čeličnu cijev, raspon proizvoda, tolerancije, pravila za ugradnju, prihvaćanje i skladištenje i još mnogo toga.
GOST 8732-78 definira dimenzije vanjskih promjera bešavnih vruće oblikovanih cijevi u rasponu od 20 do 550 mm s debljinom stijenke od 2,5 do 75 mm. Također, u tablicama je prikazana masa proizvoda u kilogramima po linearnom metru. U dokumentu se kaže da se cijevi, s obzirom na duljinu, mogu napraviti:
- dimenzionalni;
- višedimenzionalni;
- nemjeren;
- približne duljine na temelju potrošačkih naloga.
Tipična je duljina od 4-12,50 metara. Ali na zahtjev kupca odstupaju od ovog pravila.
GOST 8731-74 označava tehničke zahtjeve za vruće oblikovane bešavne cijevi. Postavlja važeće:
- čelične klase;
- čvrstoće prinosa;
- privremena otpornost na suzu;
- relativna istezanja.
Propisi nalažu da na površini cijevi nema pukotina i propusta, ali dopušteni su manji udubljenja i tragovi skidanja. Proizvode je dopušteno odrezavati autogenom ili rezanjem plazmom, ali samo ako debljina stijenke doseže 20 mm ili više.
S debljinom čeličnih bešavnih cijevi do 20 mm preporučuje se rezanje komora tijekom proizvodnog postupka radi praktičnosti zavarivanja.

GOST 8734-75 definira koji asortiman mogu imati okrugle čelične cijevi hladno oblikovane. Njihova izmjerena duljina varira od 4,5 do 9 metara, a nesmjerna može biti 1,5 - 11,5 metara. Po debljini i promjeru stijenke dijele se:
- posebno tankozidni - 0,3 ... 0,5 mm s promjerom od 5-40 mm; 0,3 ... 1,0 mm s promjerom od 42-170 mm; 0,3 ... 4 mm s promjerom od 180-250 mm;
- na tankozidnim - 0,6 ... 1,5 mm s promjerom od 5-40 mm; 1,2 ... 3,2 mm s promjerom od 42-170 mm; 4,5 ... 24 mm s promjerom od 180-250 mm;
- na debelozidnim - 1,6 ... 1,8 mm s promjerom od 5-40 mm; 3,5 ... 7 mm s promjerom od 42-170 mm
- posebno debelozidni - 2,0 ... 24 mm s promjerom od 5-40 mm; 7,5 ... 24 mm s promjerom od 42-170 mm
GOST 8733-74 regulira tehničke zahtjeve za hladno i toplotno deformirane cijevi. To se posebno odnosi na materijal izrade.
Standard opisuje iste karakteristike kao u GOST 8731-74, koje se odnose na bešavne cijevi, kao i pravila prihvaćanja i ispitivanja.
Raspon čeličnih cijevi sa spiralnim šavom naveden je u GOST 8696-74. Standardi vrijede za cijevi opće namjene i ne odnosi se na naftovode, kao i na plinovode. Njihov vanjski promjer je u rasponu od 159-2520 mm, a debljina stijenke je 3,5 ... 25 mm.
Duge spiralne cijevi izrađene su od 10 i 12 metara, ali standardi omogućuju u ekstremnim slučajevima proizvodnju kratkih proizvoda od najmanje 6 metara. GOST također definira prihvatljive pokazatelje:
- odstupanja;
- odstupanje od ruba;
- ovalnosti;
- zakrivljenost.
Isti dokument sadrži specifikacije proizvoda.

Zavarene cijevi s ravnim šavom
Raspon čeličnih cijevi ove sorte predstavljen je u GOST 10704-91. Neizmjereni proizvodi dostupni su u duljini od 2 ... 5 metara. Izmjerene cijevi mogu biti veličine od 5 ... 12 metara. Štoviše, njihov promjer je 10-1420 mm s debljinom stijenke od 1,0 ... 32 mm. Odstupanja i odstupanja razmatraju se u dokumentu odvojeno i dovoljno detaljno.
Tehničke karakteristike uzdužnih čeličnih cijevi predstavljene su u dva regulatorna dokumenta:
- GOST 10705-80;
- GOST 10706-76.

Oni definiraju:
- mehanička svojstva metala;
- prisutnost šavova i ispravnost njihovog položaja;
- granična odstupanja;
- prisutnost nedostataka;
- postupak i vrste ispitivanja;
- zahtjevi za prihvaćanje.
Označavanje čeličnih cijevi
Svaka čelična cijev označena je sa zahtjevima GOST 10692-80. Naglašava da se proizvodu promjera većem od 159 mm podvrgavaju ovom postupku. Istodobno, debljina stijenke ne smije biti manja od 3,5 mm. Označavanje se vrši na nekoliko načina:
- gumeni pečat;
- električna olovka;
- elektrokardiografija;
- marke;
- rukom neizbrisiva boja.
Manji su promjeri cijevi, osobito ako se proizvodi isporučuju u vrećama.

Oznaka mora naznačiti:
- razred čelika;
- naziv proizvoda;
- veličina cijevi;
- zaštitni znak proizvođača.
Osim toga, na bešavne cijevi primjenjuju se debljina stijenke i broj šarže.
Pakiranje i prijevoz
Proizvodi promjera do 159 mm vežu se u vrećice ili čvrsto pakiraju u drvene posude ili kutije. Veza se vrši žicom na najmanje tri mjesta. Cijevi veće od 159 mm vezane su isključivo u transportne torbe.
Treba napomenuti da se žica za pakiranje ne smije koristiti za točenje. Za to se moraju predvidjeti posebne stezaljke.
Premještanje čeličnih okruglih cijevi do objekta dopušteno je bilo kojom dugom teretnom transportom. Tijekom skladištenja, hrpe su razdvojene brtvama.
GOST na bešavnim vruće valjanim cijevima
- GOST 8732-78 Čelične cijevi od vrućeg deformiranja.
- GOST 550-75 Bešavne čelične cijevi za naftnu i petrokemijsku industriju.
- GOST 9940-81 Bešavne cijevi od vrućeg deformiranja od čelika otpornog na koroziju.
- GOST 23270-89 Ploče cijevi za obradu.
- GOST 30564-98 Bešavne cijevi vruće deformirane od karbonskih i legiranih čelika s posebnim svojstvima.
GOST za bešavne hladno valjane cijevi
- GOST 8734-75 Čelične cijevi od belog čelika
- GOST 9941-81 Bešavne cijevi od hladnoće i topline deformirane od korozije otpornog čelika
- GOST 10498-82 Bešavne, posebno tankoslojne cijevi od čelika otpornog na koroziju
- GOST 14162-79 Čelične cijevi malih dimenzija (kapilarne)
- GOST 19277-73 Bešavne čelične cijevi za cjevovode za gorivo i ulje
- GOST 9567-75 Precizne čelične cijevi
- GOST 24030-80 Bešavne cijevi od korozije otpornog čelika za elektrotehniku
- GOST 1060-83 Hladno deformirane čelične cijevi za brodogradnju
- GOST 11017-80 Bešavne čelične cijevi visokog tlaka
- GOST 21729-76 Strukturne hladno i toplotno deformirane cijevi od ugljičnih i legiranih čelika
Nacionalni standardi za čelične cijevi
Popis GOST na čelikcijevi
- GOST R ISO 3183-3-2007 Čelične cijevi za cjevovode. Tehnički uvjeti Dio 3. Zahtjevi za cijev klase C
- GOST R ISO 3183-2-2007 Čelične cijevi za cjevovode. Tehnički uvjeti Dio 2. Zahtjevi za cijev klase B
- GOST R ISO 3183-2009 Čelične cijevi za naftne i plinske industrije. Opće specifikacije
- GOST R ISO 3183-1-2007 Čelične cijevi za cjevovode. Tehnički uvjeti Dio 1. Zahtjevi za cijev klase A
- GOST R ISO 10543-99 Čelične cijevi od nehrđajućeg čelika i zavarivanje pod pritiskom. Metoda mjerenja debljine ultrazvuka
- GOST R ISO 10332-99 Bešavne i zavarene čelične cijevi pod tlakom (osim cijevi izrađenih podvodnim lučnim zavarivanjem). Ultrazvučna metoda kontrole kontinuiteta
- GOST R ISO 10124-99 Bešavne i zavarene čelične tlačne cijevi (osim cijevi izrađenih podvodnim lučnim zavarivanjem). Ultrazvučna metoda kontrole stratifikacije
- GOST 28548-90 Čelične cijevi. Pojmovi i definicije
- GOST 20295-85 Zavarene čelične cijevi za plinovode i naftovode. Tehnički uvjeti
- GOST 8734-75 Čelične cijevi od belog čelika. asortiman
- GOST 8645-68 Čelične pravokutne cijevi. asortiman
- GOST 11017-80 Bešavne čelične cijevi visokog tlaka. Tehnički uvjeti
- GOST 10706-76 Uzdužne čelične cijevi od električnog zavarivanja. Tehnički zahtjevi
- GOST 10704-91 Čelične cijevi od električnog zavarivanja. asortiman
- GOST 9567-75 Čelične cijeviprecizni. asortiman
- GOST 8731-74 cijevi od vruće deformirane cijevi. Tehnički zahtjevi
- GOST 8646-68 Čelične cijevi s šupljim rebrima. asortiman
- GOST 8644-68 Ravne ovalne čelične cijevi. asortiman
- GOST 8642-68 Ovalne čelične cijevi. asortiman
- GOST 8638-57 Čelične cijevi u obliku kapljica. asortiman
- GOST 6856-54 Čelične cijevi posebnih profila
- GOST 5654-76 Vruće deformirane bešavne čelične cijevi za brodogradnju. Tehnički uvjeti
- GOST 8639-82 Čelične kvadratne cijevi. asortiman
- GOST 8467-83 Zglobovi čelika za bušenje od čeličnih cijevi za istražno bušenje. Tehnički uvjeti
- GOST 13663-86 Čelične profilne cijevi. Tehnički zahtjevi
- GOST 30456-97 Metalni proizvodi. Metalne i čelične cijevi. Metode ispitivanja ispitivanja savijanja
- GOST 12132-66 Električno zavarene i bešavne čelične cijevi za automobilsku industriju. Tehnički uvjeti
- GOST 11249-80 Čelične cijevi od slojevitog sloja, dvoslojne. Tehnički uvjeti
- GOST 10707-80 Čelične cijevi od hladnog deformiranja. Tehnički uvjeti
- GOST 10692-80 Čelične cijevi, lijevani i povezani dijelovi na njih. Prihvaćanje, označavanje, pakiranje, transport i skladištenje
- GOST 8733-74 Bešavne čelične cijevi hladno deformirane i toplinski deformirane. Tehnički zahtjevi
- GOST 8732-78 Čelične cijevi od vrućeg deformiranja. asortiman
- GOST 8696-74 Čelične cijevi sa električnim zavarivanjem sa spiralnim zavarivanjem za opće potrebe. Tehnički uvjeti
- GOST 5005-82 Hladno deformirane čelične cijevi za pogonske osovine. Tehnički uvjeti
- GOST 3262-75 Čelične vodovodne cijevi. Tehnički uvjeti
- GOST 1060-83 Hladno deformirane čelične cijevi za brodogradnju. Tehnički uvjeti
- GOST 550-75 Bešavne čelične cijevi za naftnu i petrokemijsku industriju. Tehnički uvjeti
- GOST 19277-73 Bešavne čelične cijevi za naftovode i cjevovode za gorivo. Tehnički uvjeti
- GOST 10705-80 Čelične cijevi od električnog zavarivanja. Tehnički uvjeti
- GOST 10692-2014 Čelične cijevi, lijevani i željezni dijelovi za njih. Prihvaćanje, označavanje, pakiranje, transport i skladištenje
Popis GOST na bakar i mesing trubin
- GOST 617-2006 Bakrene i mesingane cijevi kružnog presjeka za opće namjene. Tehnički uvjeti
- GOST 21646-2003 Bakrene i mesingane cijevi za izmjenjivače topline. Tehnički uvjeti
- GOST R 52318-2005 Bakrene cijevi kružnog presjeka za vodu i plin. Tehnički uvjeti
- GOST 16774-78 Bakrene cijevi pravokutnog i kvadratnog presjeka. Tehnički uvjeti
- GOST 494-90 mesingane cijevi. Tehnički uvjeti
Cijev - GOST za svaku vrstu cijevi
Stručnjaci tvrtke Lador Komplekt LLC uvijek rado ističu tehničke karakteristike predloženog najma cijevi. Imajte na umu da ovi proizvodi imaju široku primjenu - uključujući one koji se koriste kao stupovi za ograde, za polaganje cjevovoda itd. Prema načinu proizvodnje, čelične cijevi podijeljene su u nekoliko vrsta. Prvi pogled je bešavan cijev GOST 8732-78, GOST 8734-75, GOST 10796-76, GOST 20295-85 (vanjski promjer cijevi 1-820 mm, posebna namjena - 1420 mm). Druga vrsta je cijev izrađena od ingota i cijevnih gredica pritiskom ili kotrljanjem.
Treća vrsta je zavarena cijev GOST 3262-75, GOST 10705, GOST 10707, GOST 3262, GOST 8639, GOST 8645, GOST 8642 (vanjski promjer cijevi 8-1620 mm, posebna namjena - do 2500 mm i više) od lima i traka od čelika s preliminarnim lijevanjem. Ova vrsta cijevi je posebna potražnja.
Naša tvrtka već nekoliko godina sudjeluje na domaćem tržištu kotrljanja metalnih cijevi, a praktično iskustvo stečeno u tom vremenu daje značajnu prednost u odnosu na mnoga slična poduzeća i organizacije. Dinamičan razvoj i fleksibilna korporativna politika omogućuju nam da optimalno udovoljimo željama kupaca, ma koliko težak zadatak bio riješiti, a ponekad je vrijeme vrlo ograničeno.
Brzo i ispravno ćemo vam pomoći da donesete pravi izbor, pomažući vam u savjetovanju. Podsjećamo da se izrađuju i električno zavarene pravokutne i kvadratne cijevi GOST 13663-86 i okrugla električna zavarena cijev, njen GOST 10705-91 (promjer od 10 do 530 mm) ili okrugli cijev GOST 10706-76 (promjer od 478 do 1420 mm). Četvrti tip su lijevane cijevi (vanjski promjer cijevi je 50-1000 mm) dobivene na ljevaonicama cijevi.
Čelične cijevi koriste se u raznim područjima nacionalnog gospodarstva - u građevinarstvu, sektoru komunalnih usluga, u industriji nafte i plina itd. Ovaj je proizvod na tržištu velika potražnja. U skladu s tim, širok raspon čeličnih cijevi, reguliranih GOST-om.
Vrste čeličnih proizvoda
Metalne cijevi mogu se razvrstati prema nekoliko kriterija:- način proizvodnje; duljina; vanjski i unutarnji promjer; oblik presjeka
- elektro-zaklonjeni (ravno-sa spiralnim šavom), bešavne (hladno i vruće deformirano).
Danas je na tržištu ogroman izbor cijevi raznih oblika. Ako je potrebno, možete kupiti proizvode:
- ovalna ili okrugla, pravokutna ili kvadratna oblika.
Asortiman čeličnih cijevi, zavarenih uzdužno
Pri proizvodnji proizvoda ove sorte proizvođač mora strogo poštivati \u200b\u200bstandarde propisane GOST 10704-91. Vanjski promjer uzdužno zavarenih cijevi može varirati od 10 do 1420 mm, a debljina stijenke je od 1 do 32 mm.U duljini takvi proizvodi mogu biti:
- dimenzionalni; ne-dimenzionalni; višestruke duljine.
GOST, naravno, također regulira duljinu takvih proizvoda kao što su ravnotežne čelične mjerne cijevi. Asortiman takvih proizvoda također je prilično raznolik. Koliku duljinu treba imati izmjerena proizvodnja u jednom ili drugom slučaju, možete vidjeti u donjoj tablici.
Proizvodi duži od 630 mm obično se proizvode nemjerno. U nekim slučajevima proizvođač ima pravo malo odstupiti od normi predviđenih GOST-om (prema dogovoru s kupcem). Izmjereni proizvodi s promjerom od 7 do 21,9 cm u ovom slučaju mogu imati duljinu do 12 m, a promjer od 219-630 mm - 18 m.
 Za proizvode više duljina predviđeno je nekoliko drugih GOST standarda. Treba ga proizvesti s mnoštvom od najmanje 25 cm, štoviše, njegova duljina ne može biti veća od donje granice izmjerenih proizvoda.
Za proizvode više duljina predviđeno je nekoliko drugih GOST standarda. Treba ga proizvesti s mnoštvom od najmanje 25 cm, štoviše, njegova duljina ne može biti veća od donje granice izmjerenih proizvoda.
tolerancije
Konvencionalni proizvodi i visoka preciznost proizvodnje - ove dvije glavne sorte uključuju niz čeličnih cijevi. GOST regulira, naravno, i najveća dopuštena odstupanja od propisanih normi.Posebni zahtjevi
Asortiman čeličnih uzdužno zavarenih čeličnih cijevi, između ostalog, regulira GOST 10705. Prema ovom dokumentu, proizvođač se u proizvodnji takvih proizvoda mora pridržavati sljedećih preporuka:- na površini cijevi ne bi trebalo biti zalazaka, kvarova i pukotina, na proizvodima mogu biti samo suptilni tragovi čišćenja kamenca, rizika i udubljenja (dopuštena veličina nedostataka regulirana je ovisno o promjeru i debljini stijenke); zona zavarivanja mora se očistiti; rub cijevi može biti pomaknuto u odnosu na zid ne više od 10% (za cijevi od 159 mm - 20%).
Zavarena cijev sa spiralnim šavom
Dimenzije proizvoda ove vrste regulirane su GOST 869674. Raspon čeličnih cijevi električno zavarenih takvih sorti nije tako širok kao ravna šava. GOST predviđa za proizvode ove skupine samo 21 veličinu.Promjer zavarenih cijevi spiralnim šavom može biti jednak 15,9-25,2 cm. Duljina takvih proizvoda je 10 m ili 12 m. Dopuštena odstupanja su 0,3%.

Asortiman bešavnih čeličnih cijevi hladno deformiranih
Dimenzije proizvoda ove vrste regulirane su GOST 8734-75. Bešavne cijevi hladno deformirane mogu se podijeliti u 4 glavne skupine:- s posebno tankim zidovima; tankozidni; debelozidni, s posebno debelim zidovima.
- promjer 5-250 mm; zidovi debljine 0,6-20 mm;
 U proizvodnji bešavnih cijevi proizvođači, između ostalog, moraju uzeti u obzir pokazatelj poput Dh / s, koji prikazuje omjer vanjskog promjera i debljine stijenke.
U proizvodnji bešavnih cijevi proizvođači, između ostalog, moraju uzeti u obzir pokazatelj poput Dh / s, koji prikazuje omjer vanjskog promjera i debljine stijenke.
Naravno, regulira GOST i duljinu takvih cijevi. Na temelju toga, svi bešavni proizvodi hladno deformirani, poput zavarenih, dijele se na:
- odmjereno, nemjerno, s višestrukim duljinama.

Proizvodi vruće deformirani
Raspon čeličnih cijevi ove vrste reguliran je GOST 8732-78. Promjer vruće deformiranih bešavnih proizvoda može imati od 2 do 55 cm, a debljina njihove stijenke varira od 2,5 do 75 mm.Po duljini se takve cijevi razvrstavaju u:
- dimenzionalna - od 4 do 12,5 m; ne dimenzionalna - duljina unutar dimenzija; višestruka duljina - s dopuštenjima za rezove od 5 mm; nestandardna duljina.
oblik
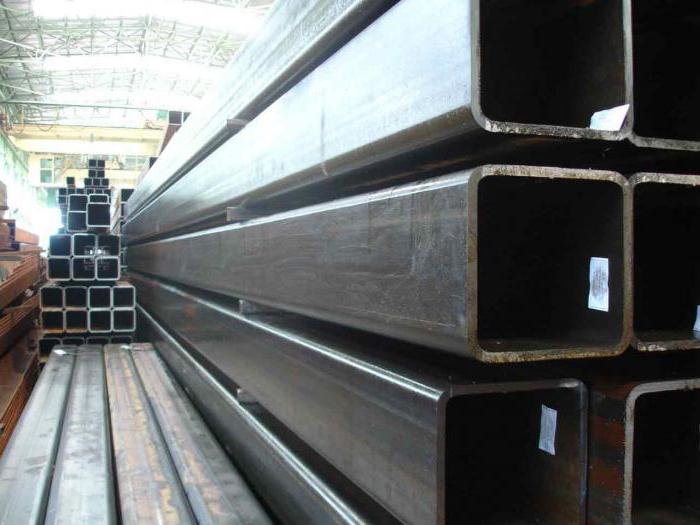
Okrugle i ovalne cijevi izrađene na bilo koji način koriste se uglavnom u sastavljanju tekućih rashladnih sustava i ukrasnih konstrukcija. Također, takvi se proizvodi koriste u komunalnim, prehrambenoj, naftnoj i plinskoj industriji.Kvadratne i pravokutne cijevi najčešće se koriste u gradnji tijekom sastavljanja okvira raznih vrsta konstrukcija. Razlikuju se od okruglih i ovalnih proizvoda prvenstveno po tome što su mnogo jači u savijanju. Osim toga, takve su cijevi, zbog prisutnosti zrakoplova, mnogo lakše montirati.
Raspon ovalnih čeličnih cijevi reguliran je GOST 8642-68. Dimenzije takvih proizvoda mogu varirati od 6 x 3 mm do 90 x 32 ili 85 x 50 mm.
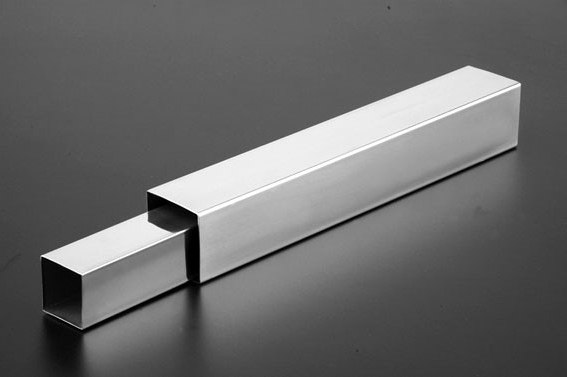
Naravno, standardi određuju i dimenzije takvih proizvoda kao četvrtasta čelična cijev. Paleta takvih proizvoda regulirana je GOST 8639-82. Vanjski dio kvadratnih cijevi varira od 1-18 cm, a debljina stijenke je 1-14 mm.
Paleta pravokutnih proizvoda reguliran je GOST 8645-82. Omjer stranica stranica takvih cijevi u vanjskom dijelu je od 15 x 10 mm do 18 x 15 cm. Debljina stijenke u takvim proizvodima varira od 1-12 mm. U ovom slučaju, za cijevi određenog presjeka, potonji pokazatelj može biti neujednačen. Tako, na primjer, debljina stijenke proizvoda 40 x 15 mm može biti jednaka 2, 3, 2,5, 3,5 i 4 mm.
Tolerancije zakrivljenosti
Ovaj pokazatelj u čeličnim zavarenim proizvodima definira se kao najveća udaljenost od niza koji se proteže između krajeva proizvoda do generaratrije. Prema propisima, ukupna zakrivljenost čelične cijevi s ravnim šavom ne smije biti veća od 0,2% njegove duljine.U vrućim i hladno valjanim cijevima, prema GOST-u, zakrivljenost ne smije biti veća od 1,5-3 mm, ovisno o debljini stijenke.
Korišteni čelik
Izbor materijala za cijevi bilo koje vrste prvenstveno ovisi o uvjetima pod kojima će se nakon toga proizvoditi. Klase čelika za proizvodnju takvih proizvoda mogu biti različite. Za električne zavarene cijevi koriste se niskolegirane i karbonske legure. Najčešće su takvi proizvodi izrađeni od čelika St2 (cn, ps), St4 (cn, ps, kp), 10 ps, \u200b\u200b20, 35, 45, 08 kp. Za bešavne cijevi koriste se legirane i legure ugljika (prema GOST 8731-78).Izuzetno široka uporaba kružnog cjevovoda objašnjava se njegovom glavnom značajkom: s minimalnom vanjskom površinom, proizvod ima maksimalnu unutarnju zapreminu. Do sada nije bilo moguće smisliti nešto savršenije za pomicanje tekućih i plinskih proizvoda.
Okrugla cijev: sorte
Uz minimalnu razliku u sastavu sirovina, čelični vodovi izrazito se razlikuju u kvaliteti. Razlog za to je način proizvodnje. Također se određuje upotrebom proizvoda.
Električna cijev
Od svih vrsta metala ima najniže karakteristike čvrstoće. Ali u isto vrijeme su i ove osobine toliko visoke za čelične proizvode da je velika većina cjevovoda za vodu i plin izgrađena od električno zavarenih opcija.
Način proizvodnje uključuje rezanje trake - trake, presavijanje u radni komad i zavarivanje duž šava. Čelične čelične cijevi s okruglim presjekom podijeljene su u 2 vrste, ovisno o mjestu zavarene cijevi.
- Proizvod s izravnim uzdužnim šavom - reguliran GOST 10704-91, koristi se za sustave opskrbe bez pritiska i bez tlaka. Šav se smatra slabim. Izrađuje se cjevovod promjera 10 do 1420 mm i debljine stijenke od 1 do 32 mm.

Ovo je najpopularnija vrsta metala, njegov raspon uključuje najveći broj veličina.
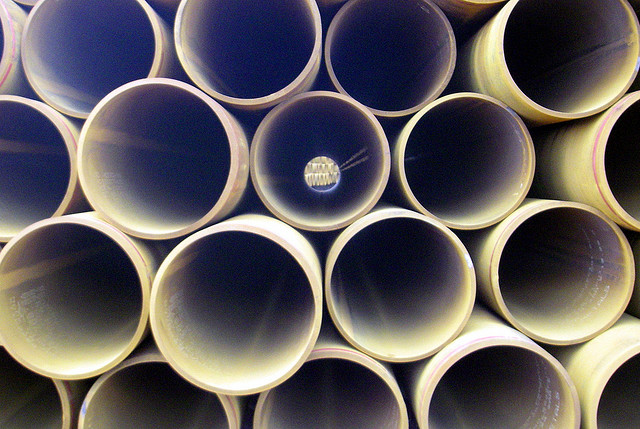
- Proizvodi sa spiralnim šavom - u ovom slučaju traka je savijena u spiralu i, u skladu s tim, zavarena je u spiralu. Karakteristike čvrstoće ove opcije puno su veće, a trošak je mnogo manji od troškova cjevovoda koji se neprimirano valja. Asortiman cijevi kružnog presjeka sa spiralnim šavom uključuje proizvode velikog promjera - od 150 do 2520 mm s debljinom stijenke od 3,5 do 25 mm. Na fotografiji možete vidjeti uzorke.
Najam vruće
Ova vrsta proizvoda spada u kategoriju bešavnih cjevovoda i vrlo je otporna na unutarnji i vanjski pritisak.

Ovdje je radni komad čvrsta metalna šipka. Proteže se kroz probojni mlin, gdje se pretvara u šuplji cilindar. Grijanje je popraćeno. Vrući radni komad dovodi se na valjke, gdje se rasteže i stisne do zadanih veličina.
U ovom slučaju nema šava. Proizvod je otporniji na koroziju.
GOST za cijevi kružnog presjeka - 8732-78, regulira veličinu i kemijski sastav proizvoda. Asortiman uključuje proizvode promjera od 29 do 550 mm i debljine zidova od 2,5 do 75 mm.

Hladno oblikovane cijevi
Proces proizvodnje malo se razlikuje od oblikovanja vruće valjanih proizvoda. Međutim, sve opisane radnje izvode se bez grijanja. Ali budući da hladna deformacija doprinosi pojavi napetosti na površini proizvoda, nakon oblikovanja gotovi cjevovod prolazi toplinsku obradu. Ova metoda daje proizvodima neobično visoku čvrstoću i točnost. Na primjer, za zrakoplove i instrumente koriste se samo hladno valjani proizvodi.

Proizvodi su regulirani GOST 8734-75. Asortiman čeličnih cijevi kružnog presjeka uključuje proizvode promjera 5 do 250 mm i debljine stijenke od 0,3 do 24 mm.
Dodatni predmeti
Prilikom instaliranja bilo kojeg sustava, pored glavnih elemenata, potrebni su dodatni. Ovi detalji mogu biti apsolutno potrebni ili, obrnuto, izborni, ali njihova upotreba olakšava ugradnju i daje estetskiji izgled.

Utikači na cijevi kružnog presjeka mogu se podijeliti u dekorativne i funkcionalne.
- Prvi uključuju metalne elemente izrađene u obliku kuglica ili čak figure. Oni štite cijevi od vlage ili nečistoća. Njihova tipična primjena su stabljike na ogradi. Polimer i guma su mnogo manje estetski: njihova se uloga svodi samo na zaštitu.
- Funkcionalni dizajnirani da osiguraju rad sustava. Djelomičnim demontažom ili popravkom, umjesto izrezane grane ugrađuje se čep. hitne situacije, ako se linija prelomi na ovaj način, oni minimiziraju posljedice žurbe. Koristi se nekoliko vrsta utikača.
- Navojni - navoj može biti unutarnji ili vanjski, sam utikač - okrugli faset ili urezan, pa čak i prilično ukrasan. Zaglavljeno uz njegovu pomoć vodi cijevima veličine ne veće od 50 mm.
- Prirubnica je prirubnica bez rupa, pričvršćena odgovarajućim brtvama kako bi se osigurala nepropusnost. Koristi se na proizvodima promjera više od 50 mm.
- Gumeni pneumatski čep - koristi se u hitnim situacijama.
