Atau pembetung utama tidak boleh dilakukan dengan menggunakan satu bahagian bahan. Hingga kini, banyak kaedah telah dikembangkan dengan cara penyambungan segmen individu dibuat. Yang paling maju ialah pengelasan paip elektrofusi.
Inti kaedahnya ialah pemasangan penyambung mempunyai lingkaran elektrik di dalamnya. Ia boleh dibuka sepenuhnya, tersembunyi sebahagian, atau tersembunyi. Elemen pemanasan mempunyai dua kenalan yang menonjol ke luar yang disambungkan oleh mesin kimpalan. Nilai voltan yang ditentukan dibekalkan untuk jangka masa yang ditentukan. Bahagian dalam penyambung dan bahagian paip yang dimasukkan diubah menjadi keadaan cair di bawah pengaruh suhu. Dinding luar tidak memanaskan sehingga tahap dan mengekalkan keanjalannya, yang memaksa zat bergerak ke bawah, akibatnya struktur monolitik terbentuk.

Gandingan dibuat dari tiga jenis plastik: polietilena, polipropilena, polibutena. Untuk pemasangan sesalur gas, hanya pilihan pertama yang biasanya digunakan.
Nota! Kelengkapan dilabel untuk memberi maklumat kepada operator mengenai voltan apa dan jurang apa yang akan digunakan. Masa penyejukan sendi selesai juga ditunjukkan. Selain itu, reka bentuk menyediakan petunjuk khas yang menandakan proses selesai.

Kaedah teknologi ini mempunyai banyak aspek positif:
- Diameter dalaman paip tidak berkurang semasa kimpalan. Ini bermaksud bahawa ia dapat digunakan bukan hanya pada kasus di mana sistem memiliki kepala dengan tekanan tetap. Sistem saliran dan air ribut tidak akan terkecuali.
- Berkat asas alat yang difikirkan dengan baik, faktor manusia diminimumkan ketika melakukan semua operasi yang diperlukan.
- Kaedah ini lebih sesuai apabila dua paip disatukan. diameter besar.
- Kimpalan elektrofusi akan sangat diperlukan apabila pembaikan saluran paip diperlukan, dan paip diganti ke satah mengufuk nampaknya tidak mungkin.
- Kes apabila kedua-dua atau salah satu paip diperkuat dengan kemasukan penguat tidak akan menjadi halangan untuk sambungan. Dengan pengelasan pantat, tidak ada jaminan kekuatan jahitan sedemikian.
- Paip XLPE biasanya disambungkan secara mekanikal... Kimpalan ZN memungkinkan untuk bertindak pada ikatan molekul, memberikan jahitan berkualiti tinggi.
- Pemasangan saluran paip dengan banyak cawangan dapat dilakukan secara langsung di lokasi, tanpa memerlukan penyambungan awal dan pemasangan struktur siap pakai.
- Menjimatkan tenaga elektrik berbanding dengan jenis lain.
- Kelebihan pengelasan produk dari pelbagai jenama polietilena, serta pelbagai diameter.

Agar keseluruhan proses berjalan lancar, anda mesti mempunyai alat khusus dengan anda:
- Mesin kimpalan. Unit unik telah dibangunkan untuk pengelasan jenis ini. Ia didasarkan pada teknologi semikonduktor, oleh itu ia menggunakan urutan magnitud kurang elektrik daripada rakan-rakannya yang lain. Biasanya, untuk unit tersebut, diameter maksimum yang boleh dikimpal dan minimum ditunjukkan. Pengimbas kod bar disediakan yang secara automatik memasukkan data pada jenis sambungan tertentu, ini juga dapat dilakukan secara manual. Data mengenai setiap jahitan yang dilalui dicatat dalam memori sehingga operator atau kumpulan kawalan dapat menerima maklumat. Mungkin ada port bersiri atau USB terpasang, yang terakhir anda boleh menyambungkan pemacu kilat untuk memindahkan tetapan atau data. Panel depan biasanya mengandungi paparan yang menunjukkan parameter semasa. Beberapa unit dibekalkan dengan alat tangan dari pelbagai bahagian.
- Kedudukan. Lekapan logam kecil dalam bentuk palang yang mempunyai beberapa pengapit. Alat ini memungkinkan untuk meletakkan muncung di satah yang sama untuk melakukan kerja-kerja kimpalan... Ia juga dirancang untuk membetulkan ovaliti. Pengapit berasingan juga boleh digunakan untuk tujuan ini.
- Pemotong paip. Biasanya menggunakan cakera. Dialah yang memungkinkan untuk melakukan pemotongan genap, yang merupakan syarat.
- Pengikis. Pemegang kecil dengan pisau. Ia juga boleh menjadi lekapan dengan beberapa modul. Salah satunya diletakkan di dalam paip, yang kedua, di mana kepala pemotong berada, disambungkan dan dikeluarkan semasa putaran lapisan atas... Prosedur ini tidak diperlukan untuk membuat permukaan kasar, tetapi untuk membuang bahagian paip yang teroksida.
- Rolet atau pembaris.
- Lebih bersih. Ia perlu untuk menghilangkan kotoran dan minyak. Anda perlu menggunakan paip yang direka khas untuk jenis paip tertentu. Jangan gunakan alkohol atau aseton biasa.
- Penanda. Putih kalis air terpakai atau warna teranguntuk menerapkan bukan sahaja markup, tetapi juga beberapa data mengenai lonjakan.
Nota! Untuk sisipan pelana, tambahan gerudi digunakan, juga kunci hex dan pemutar skru untuk penahan.

Proses lekatan tidak begitu sukar, tetapi memerlukan ketepatan, perhatian dan ketekunan tertentu.
- Sekiranya ada masa sebelum kerja selesai, maka disarankan untuk meluruskan paip sehari dengan melepaskan diri dari teluk, ini akan membantu membetulkan ovality sebahagiannya.
- Perkara pertama yang perlu dilakukan ialah memotong tepi paip. Untuk tujuan ini, adalah mungkin, tetapi tidak diinginkan, untuk menggunakan gergaji besi. Kesudahannya kasar. Gunakan pemotong cakera untuk memastikan satah yang betul.
- Seterusnya, markup dilakukan. Adalah perlu untuk menarik garis ke mana pemasangannya akan dipasang. Dari situ, buat margin 1-2 cm dan tandakan.
- Tanggalkan lapisan atas dengan pengikis atau pembersih oksida mekanikal. Untuk paip dengan diameter tidak melebihi 63 mm, ia adalah 0.1 mm. Sekiranya diameter luarnya lebih besar, keluarkan 0.2 mm.
- Paip sekarang dirawat dengan pelarut dan diletakkan di posisi. Ia mesti diperbaiki dengan baik dan ovality diperbetulkan. Pemasangannya tidak boleh mengalami tekanan patah. Positioner mesti mengimbanginya.
- Sarung dilekapkan (ia juga mesti dirawat dengan larutan dari dalam). Sekiranya diameter paip sangat besar, maka lengan ditarik ke ukuran penuh. Paip kedua dibawa masuk dan pemasangannya jatuh hingga separuh kedalamannya. Spiral tertanam mesti berada di seluruh bahagian paip untuk memastikan aloi yang betul.
- Setelah menyambungkan dua paip, mesin kimpalan disambungkan. Parameter yang diperlukan dibaca oleh pengimbas atau dimasukkan secara manual. Prosesnya bermula. Penting untuk diingat bahawa kitaran lengkap juga merangkumi masa penyejukan. Sekiranya penjepit dikeluarkan lebih awal, ketegangan akan terputus.
- Apabila semua tugas selesai, waktu dan tarikh, serta pengendali, diplotkan pada sambungan.
- Pemasangan jahitan pelana mempunyai algoritma yang serupa. Pembersihan dilakukan di tempat pemasangan, tetapi tidak di seluruh lilitan, tetapi hanya kawasan sendi, yang akan ditutup dengan lingkaran. Setelah dilucutkan, pelana dipakaikan dan dijepit dengan kuat. Kimpalan sedang dijalankan. Kemudian, dengan menggunakan alat tambahan, potongan dibuat. Dengan bantuan palam, lubang teknologi ditutup dan tanda digunakan.
Nota! Jangan gunakan kertas pasir atau pengikis yang tidak betul untuk mengeluarkan oksida. Anda hanya akan menggaru permukaannya, tetapi anda tidak akan mencapai hasil yang diinginkan.

Dalam beberapa kes, sambungannya tertekan. Ini mungkin sudah dapat dikesan setelah selesai pemasangan lengkap... Ini berlaku kerana sebab berikut:
- Pengendali tidak mengimbangi ovaliti. Ini boleh menyebabkan plastik cair tidak mengisi seluruh ruang.
- Pembersihan tidak dilakukan dengan pengikis. Hasilnya adalah bahawa lengan dan paip tidak membentuk pateri padat.
- Pipa itu berada pada sudut yang sesuai. Akibatnya ialah kebocoran plastik cair.
- Pemasangannya tidak dipasang sepenuhnya. Gegelung tertanam tidak akan cukup mencairkan permukaan kawin.
- Degreasing tidak dilakukan atau selepas itu tapak pembersihan disentuh oleh tangan. Sambungan tidak akan kedap udara.
Untuk menyambungkan paip HDPE, arahan ini juga berlaku. Kaedah ini banyak penggunaan yang lebih baik kelengkapan pengapit mekanikal yang tidak dapat memberikan pengedap yang sempurna.
Video
Tayangan video yang disediakan proses teknologi kimpalan paip elektrofusi:
Kimpalan elektrofusi paip polietilena (HDPE) adalah kaedah penyambungan yang paling biasa paip polietilena... Teknologi ini menyediakan sambungan yang boleh dipercayai dan membolehkan anda bekerja dalam keadaan yang agak sempit. Ia digunakan secara aktif dalam pengelasan di telaga, meletakkan saluran paip dalam gegelung, semasa pembaikan, memasang selekoh, membuat pengikat ke dalam paip yang sudah terhubung, dll.
LLC "CityVeld" menyediakan perkhidmatan pengelasan elektrofusi berkualiti tinggi dengan harga yang berpatutan
Untuk memastikan maksimum sambungan yang boleh dipercayai menggunakan kaedah gandingan, perlu menyiapkan permukaan yang akan digabungkan. Paip mesti dilupuskan sepenuhnya, bebas dari kotoran dan filem oksida. Untuk ini, berus, pengikis atau peralatan khas digunakan.
Teknologi kimpalan soket
Kimpalan elektrofusi paip HDPE adalah sejenis kerja kimpalan yang dilakukan dengan menggunakan produk polietilena berbentuk (gandingan, kelengkapan, selekoh, dll.) Dengan lingkaran logam terbina dalam (elemen pemanasan tertanam). Bahagian penghubung diselaraskan dengan saluran paip dan arus elektrik dilaluinya. Semasa spiral memanas, permukaan produk mulai mencair, dan bahagiannya yang dililit dikimpal rapat ke paip. Apabila kerja berhenti, sambungan kekal terbentuk di tempat sambungan yang dikimpal yang disejukkan.
Kelebihan pengelasan elektrofusi
Kemudahan pemasangan.Kimpalan elektrofusi paip polietilena cepat dan mudah dipasang. Ia cukup untuk membawa hujung saluran paip dan menghubungkannya dengan bahagian pemanasan. Untuk pengelasan paip, hanya alat kelengkapan dan peralatan pemanasan khas yang diperlukan.
Keserbagunaan.Kerana sifat polietilena cair kaedah ini sambungan membolehkan anda mengimpal paip dengan diameter dan ketebalan dinding yang berbeza. Sebagai tambahan, pengelasan gandingan boleh berlaku di tempat terbuka dan tertutup.
Kebolehpercayaan... Sambungan paip yang dihasilkan sangat dipercayai dan tahan lama. Akibat pencairan polietilena, bahan di persimpangan memulakan proses interpenetrasi lengkap. Oleh itu, selepas penyejukan, ketumpatan mengimpal serupa dengan bahagian paip yang selebihnya.
Kecekapan tenaga.Peranti yang digunakan untuk sambungan paip jenis ini ringan, padat dan cekap tenaga (berbanding peranti untuk kaedah pantat). Teknologi ini sangat sesuai untuk pembaikan segera di kemudahan bajet.
Kos pengelasan elektrofusi
| Diameter | Harga setiap sendi | Kos minimum kerja yang dilakukan setiap shift kerja ialah 12,000 rubel.  | Kos menyewa penjana 6kVA / 1phase / 220V 4000 rubel / shift  |
||
| 25 | 200 RUB | ||||
| 32 | |||||
| 40 | |||||
| 50 | |||||
| 63 | RUB 300 | ||||
| 75 | |||||
| 90 | |||||
| 110 | RUB 400 | ||||
| 125 | RUB 600 | ||||
| 140 | 650 RUB | ||||
| 160 | 800 RUB | ||||
| 180 | RUB 1000 | ||||
| 200 | |||||
| 225 | |||||
| 250 | RUB 1,500 | ||||
| 280 | |||||
| 315 | 2000 RUB | Kos minimum kerja yang dilakukan dalam satu shift kerja ialah 15,000 rubel. |
|||
| 355 | RUB 3000 | ||||
| 400 | RUB 3100 | ||||
| 450 | 3600 RUB | ||||
| 500 | RUB 5100 | ||||
| 560 | 5500 RUB | Kos minimum kerja yang dilakukan setiap shift kerja ialah 18,000 rubel. | |||
| 630 | RUB 6200 | ||||
| 710 | RUB 7,000 | ||||
| 800 | RUB 8,000 | ||||
| 900 | Dengan persetujuan | ||||
| 1000 | |||||
| 1200 | |||||
| Kos minimum kerja yang dilakukan dalam satu shift kerja merangkumi kos untuk mengunjungi pakar kimpalan dengan peralatan yang diperlukan | |||||
Sekiranya anda ingin membuat pesanan untuk pengelasan, dapatkan lebih banyak maklumat terperinci mengenai harga pengelasan elektrofusi atau untuk mengetahui kaedah lain yang mungkin dilakukan untuk menghubungkan paip, hubungi kami.
Kimpalan elektrofusi adalah salah satu kaedah yang paling biasa digunakan untuk mengimpal paip polietilena. Kimpalan soket dicirikan oleh kelajuan pemasangan yang tinggi dan kualiti yang sangat baik. Kimpalan dengan gandingan elektrofusi bukan pengganti yang disebut pengelasan pantat. Kedua kaedah pengelasan ini boleh digunakan dalam projek yang sama dan yang berbeza. Sebagai contoh, jika saluran paip berdiameter satu dengan panjang tertentu dipasang, disarankan untuk menggunakan kimpalan pantat, tetapi jika projek tersebut memerlukan pemasangan selekoh, pengikat, pengelasan di telaga dan sejenisnya, pilihan anda adalah pengelasan elektrofusi. Selalunya, pengelasan lengan digunakan ketika meletakkan saluran paip menggunakan paip dalam gegelung, dan pengelasan elektrofusi juga sangat diperlukan ketika memperbaiki saluran paip.
Tetapi banyak faktor yang bertanggungjawab untuk hasil pengelasan yang betul, mengabaikan atau mengabaikan yang boleh menjadi mahal - tidak mungkin dilakukan dengan pembelian mesin kimpalan elektrofusi sahaja. Dalam bahan analisis kami, kami akan berusaha menolong anda mengelakkan kesilapan dan perangkap.
MENYEDIAKAN TEMPAT WELDING
Salah satu syarat penting untuk pengelasan paip polietilena atau propilena yang berjaya adalah penyediaan tempat kerja tukang las. Jauh lebih mudah untuk memantau kebersihannya di bengkel, tetapi dalam banyak kes, pemasangan saluran paip harus dilakukan di luar atau di parit lapangan. Ke depan, katakan sifat sifat menentukan yang wajib perlindungan tapak kimpalan dari suhu negatif, angin dengan habuk dan pemendakan... Untuk pemasangan sambungan berdiameter kecil, kanopi sederhana akan membantu, bagaimanapun, ketika mengimpal saluran paip kritikal (saluran paip gas), akan berguna untuk pemasangan khemah tukang las. Sekiranya tanah basah tidak stabil atau risiko membanjiri parit, sediakan elemen penyerap atau beg pasir.
Paip CUTTING
Amalan penjualan dan perundingan pelanggan "Profi-Tools" membuat anda sekali lagi mengingatkan akan keperluan pilihan alat profesional untuk pemotongan paip yang lancar... Ini benar terutamanya untuk paip polietilena dengan diameter hingga 110 mm, yang dibekalkan dalam gegelung. Dalam kes ini, pemotong paip roller mudah akan menyelamatkannya, dengan bantuannya mudah untuk mencapai hujung paip licin tegak lurus dengan paksi. Untuk produk yang digulung dengan diameter lebih besar, pemotong paip orbital elektrik akan membantu. Pengabaian titik ini, yang paling sering disebabkan oleh usaha menjimatkan wang, tentu akan menyebabkan kesilapan dalam proses kimpalan dengan gandingan elektrofusi plastik: pemasangan hujung paip yang tidak rata akan menyebabkan sambungan yang tidak rata dan mudah pecah dan pengurangan diameter dalaman saluran paip yang ketara kerana ketebalan kimpalan yang tidak terkawal.
MARKAH BAHAGIAN YANG DIPERLUKAN
Penandaan bermula dengan mengukur panjang sarung elektrofusi plastik. Membahagi panjang ini menjadi separuh, anda perlukan ukur nilai yang dihasilkan dari hujung setiap paip terlibat dalam kimpalan. Kami menandakan sempadan kawalan segmen dengan penanda yang kekal, kemudian garis ini akan berguna untuk mengawal penyingkiran lapisan oksida dari permukaan paip.
MENGHILANGKAN Lapisan Oksida
Mungkin kriteria utama kualiti pengelasan elektrofusi adalah proses persediaan permukaan hujung paip yang hendak dikimpal sebelum dikimpal. Untuk ini, alat pelucutan khas digunakan pada tahap yang berbeza. Sebelum mengimpal, pastikan bersihkan permukaan paip dari kotoran dan keluarkan lapisan oksida darinya... Anda boleh menggunakan pengikis manual dan penyahtoksin mekanik. Pilihannya bergantung pada diameter paip, pengikis tangan disyorkan untuk digunakan pada paip hingga diameter 110. Harga alat mekanik untuk menghilangkan lapisan oksida jauh lebih tinggi daripada harga pengikis manual, namun, memandangkan kelajuan membersihkan paip dan perbezaan ketara dalam kualiti pelapisan lapisan oksida, kami dengan yakin dapat menyatakan bahawa pembayaran peranti untuk menghilangkan lapisan oksida pada objek pertama akan jelas.
Permukaan penyingkiran lapisan oksida harus beberapa milimeter lebih besar daripada zon hubungan langsung dari gandingan atau bahagian berbentuk dengan paip, oleh itu, jalan keluar kecil dari alat pembersih di luar batas garis kawalan dibenarkan. Semasa mengeluarkan lapisan oksida, satu lorong tanpa jurang mencukupi, dengan kedalaman kira-kira 0,15 mm. Dalam kes ini, perlu memastikan permukaannya rata tanpa lebam dan tepi.
PENDAFTARAN PERPADUAN DAN PEMAKAIAN PIPA
Sebelum pengelasan langsung, dirawat permukaan paip dan permukaan dalam elektrofusi mesti dilenyapkan dengan serbet yang mengandungi alkohol khas. Sekiranya tidak ada, dibiarkan degrease bahagian-bahagian yang akan dikimpal dengan aseton. Sebagai tambahan untuk menghilangkan jejak minyak dan gris secara langsung, pada tahap ini kita mengeluarkan voltan statik dari permukaan yang akan dikimpal, yang merupakan magnet yang sangat baik untuk debu yang tidak perlu.
MENGGUNAKAN POSISI
Semasa pengelasan, sangat disyorkan untuk menggunakan positioner untuk memperbaiki bahagian yang akan dikimpal, untuk mengelakkan perpindahan paip dan bahagian dengan pemanas tertanam semasa proses kimpalan dan penyejukan seterusnya. Posisi mesti dipilih berdasarkan keperluan anda: untuk saluran paip lurus sederhana, anda boleh memilih tali ekonomi, untuk pengelasan konfigurasi yang kompleks dengan selekoh, penyesuai, tees, dll. lebih baik memilih posisi dengan pengapit tetap.
Dalam beberapa kes, masalah ovality paip timbul, apabila mustahil untuk memasang fitting pada paip kerana ovality yang terakhir, sangat bermasalah untuk melakukan ini pada diameter besar. Hasilnya adalah jurang annular yang meningkat antara lengan dan paip, yang menyebabkan kebocoran sendi lengan dan penggantiannya dan, oleh itu, peningkatan kos. Sebagai penyelesaian untuk masalah ini, kami menawarkan posisi penjajaran khas atau penutup bulat untuk menghilangkan ovality paip.
Untuk mengimpal pelana, digunakan kedudukan khas untuk cabang pelana, yang berdasarkan tali pinggang atau pengapit pengikat.
MEMASANG PEMASANGAN ELEKTRIK
Sebelum memasang sarung elektrofusi pada paip, perlu menandakan kembali lebar zon kimpalan pada paip menggunakan penanda, kerana tanda ini mungkin telah dipadamkan semasa pemprosesan. Sekiranya keadaan memaksa anda untuk mengganggu dalam waktu lama dalam proses penyediaan permukaan, terutama di ladang, prosedur pembersihan dan pembersihan kotoran tambahan tidak akan berlebihan. Walau bagaimanapun, pembekal gandingan elektrofusi yang berkelayakan dan bertanggungjawab menyimpan setiap bahagian dalam beg plastik tertutup, sehingga tidak perlu membuka pakej sebelum peringkat ini.
Sekiranya anda perlu melakukan pengelasan semasa musim sejuk, kami mengesyorkan persediaan dengan pistol udara panas terlebih dahulu untuk memanaskan gegelung tertanam sebelum memasang elektrofusi. Semasa pengelasan, suhunya akan meningkat, yang pada gilirannya akan menyebabkan peningkatan rintangan pemasangan yang belum diperhitungkan oleh alat dan, sebagai akibatnya, pada "penembusan" gandingan yang berkualiti rendah. Pengering rambut juga mungkin diperlukan untuk memanaskan gandingan itu sendiri, yang telah kehilangan bentuknya dari perubahan suhu atau penyimpanan yang lama.
Kemudian hujung paip yang dipasang lebih awal di posisi dibentangkan, pasang gandingan dengan palamnya dan paip disatukan kembali, bergerak masing-masing tepat ke separuh pusat elektrofusi yang dimaksudkan. Garis kawalan yang dilukis lebih awal dengan penanda akan membantu anda dalam hal ini. Setelah mencapai had, tetapi tidak terlalu kuat, pencampuran dihentikan dan perincian sambungan masa depan diperbaiki dengan skru penjepit. Elakkan daya yang tidak terkawal semasa paip benang berakhir ke gandingankerana anda berisiko menukar termokopel tertanam dari tempat duduk dan penampilan kendur atau retakan pada kimpalan.
Sekarang kamu boleh pasang kabel kimpalan pada palam elektrofusi radas elektrofusi. Ketahuilah bahawa beberapa pengeluar gandingan (mis. Frialen) menggunakan penyambung palam 4.7mm yang tidak standard. Untuk kes seperti itu, hampir semua pengeluar peralatan kimpalan untuk kimpalan paip plastik lengkapkan produk mereka dengan penyesuai. Ini penting kerana cubaan "memaksa" memasukkan kabel kimpalan yang tidak disesuaikan ke dalam penyambung seperti itu boleh mengakibatkan kerosakan peralatan dan pembaikan pramatang. Atas sebab yang sama, cuba pastikan hujung kabel kimpalan sentiasa bersih dari kotoran dan habuk.
PEMAKAIAN PADA KUMPULAN ELEKTRIK
Setelah memasang kabel, anda perlu menghidupkan mesin kimpalan dan memeriksa data pada paparannya. Skrin harus memberi isyarat keutuhan elemen pemanasan petunjuk parameter rintangan spiral yang dipasang pada gandingan elektrofusi. Di samping itu, data berkaitan mengenai model peranti, tarikh, pengendali, bilangan sambungan seterusnya, dan lain-lain, yang dapat diedit, ditampilkan.
MASUKKAN PARAMETER WELDING
Sekiranya mesin telah memberi jalan keluar untuk pengelasan, sudah tiba masanya untuk mula memasukkan parameter kimpalan. DALAM kebelakangan ini pengeluar gandingan elektrik dan peralatan kimpalan telah memudahkan tugas pengendali. Dengan pengimbas pensil pengambilan optik parameter kimpalan dibaca dari kod bardicetak pada pelekat pada gandingan elektrofusi. Sekiranya mesin kimpalan dibekalkan tanpa pensil optik, parameter kimpalan dimasukkan secara manual. Setelah memasukkan maklumat dari kod bar, semua maklumat ditunjukkan pada paparan mesin kimpalan. Perlu membandingkan data pada paparan dengan data elektrofitting: diameter, jenis bahan, masa penyejukan. ia perlu bagi mesin untuk mengira masa kimpalan yang tepat dan jumlah voltan yang diperlukan dikenakan pada spiral. Sekiranya data sepadan, anda boleh memulakan proses pengelasan - dengan berani tekan butang "Mula".
PROSES KELAS DAN PENDAFTARAN DATA DALAM LOG AKAUN
Sejak peranti elektrofusi mula berfungsi, pengendali tidak boleh melakukan apa-apa dengannya, bahagian yang akan dikimpal atau pengatur untuk mengelakkan gangguan kerja. Kimpalan Mesin electrofusion secara automatik mengawal proses kimpalan dan menyesuaikan tenaga yang dibekalkan dalam had yang ditentukan. Momen peralihan dari tahap kimpalan ke tahap penyejukan ditandakan oleh peranti dengan isyarat akustik atau cahaya, selepas itu pengendali hanya dapat mengesan masa untuk penyejukan sendi. Minit percuma boleh dan harus dikhaskan untuk pendaftaran data pada sambungan yang dikimpal dalam buku log... Dianjurkan untuk membuat catatan mengenai bilangan sambungan, tarikh pengelasan, jenis dan pengeluar pemasangan, bahan dan diameter paip, nama tukang las, model mesin elektrofusi, tanda mengenai penyiapan kimpalan yang betul atau salah, yang ditunjukkan pada paparan.
PEMERIKSAAN VISUAL DAN CATATAN BERSAMA
Penyelesaian proses elektrofusi yang betul juga ditunjukkan oleh menaikkan apa yang disebut "apungan"terletak berhampiran palam untuk menyambungkan kabel kimpalan. Setelah memastikan bahawa "apungan" keluar ke permukaan gandingan elektrofusi dan menunggu akhir masa penyejukan yang ditentukan, pengendali penanda (terbaik putih) menandakan maklumat yang diperlukan di persimpangan, sebagai contoh: nombor sambungan, tarikh, diameter paip, masa penyejukan.
PENGALAMAN BERSAMA UJI BERSAMA
Sekiranya anda perlu menyerahkan objek besar kepada organisasi pemeriksaan, dan juga dalam hal permulaan kerja sebagai tukang las pelatih, tidak perlu mengatur pemeriksaan sambungan yang dikimpal. Cara paling mudah adalah dengan memanggil proses meregangkan sendi yang dihasilkan, yang tidak boleh dibuka sebelum paip mula berubah bentuk. Kaedah yang lebih rumit adalah pemeriksaan jahitan yang dikimpal berdasarkan sambungan pra-potong membujur dan ujian kilasan bahagian yang dikimpal secara bebas antara satu sama lain.
PENYELENGGARAAN TAHUNAN KUMPULAN ELEKTRIK
Kita sendiri, kita perhatikan bahawa sebarang pengelasan elektrofusi peranti mesti dipindahkan kepada pakar pusat servis setahun sekali sebenarnya, untuk mengelakkan terjadinya sambungan yang dikimpal berkualiti rendah atau rosak kerana melebihi parameter penentukuran yang dibenarkan. Perkara ini harus dilakukan walaupun peranti anda dalam keadaan baik dan tidak memerlukan pembaikan biasa.
Tandakan laman web ini
Pertama, semua kotoran dibersihkan sepenuhnya dari permukaan yang akan disambung dan lapisan oksida dikeluarkan. Untuk ini, pengikis dan alat untuk menghilangkan lapisan oksida digunakan. Pada paip yang diameternya kurang dari 110 mm, digunakan alat tangan... Bekerja dengan diameter yang besar menunjukkan penggunaan alat-alat mekanis yang dapat dilakukan dengan lebih efisien, dan alat-alat seperti itu terbayar dengan cepat.
Peralatan dan alat yang diperlukan:
- mesin kimpalan;
- gandingan elektrofusi;
- kedudukan;
- lapisan bulat;
- alat pembersih paip (berus logam, penggiling, dll.).
Teknologi elektrofusi
Semasa menjalankan kerja, paip dan kelengkapan tidak boleh dipakai, keperluan ini mesti dipatuhi semasa penyejukannya; untuk mencapai ini, kedudukan digunakan. Selalunya, ketika memasang fitting, mereka menghadapi masalah ovality paip. Untuk menghilangkannya, perlu menggunakan pembulatan bulat. Sekiranya ini tidak dilakukan, maka di beberapa tempat anda akan mendapat jurang annular yang meningkat, yang pada masa akan datang akan menyebabkan kebocoran di tempat pemasangan gandingan, dan ia harus diubah, dan ini akan meningkatkan kos dengan ketara.
Mesin kimpalan dengan mana pengelasan elektrofusi paip polietilena dijalankan dibezakan oleh pengeluar, kualiti dan tahap automasi. Setelah semuanya siap untuk bekerja, kod bar pemasangan dibaca dengan pengimbas, ia mengandungi maklumat mengenai pengeluar, voltan, masa kimpalan, dan proses kimpalan dilakukan secara langsung berdasarkan data yang diterima. Semasa operasi ini, mesin las mengawal sepenuhnya prosesnya, dan anda akan dimaklumkan di skrin mengenai situasi kecemasan yang timbul.
Segala-galanya berlaku secara automatik, kimpalan soket selesai setelah polietilena lebur keluar melalui lubang kawalan pemasangan. Penyejukan bahagian yang dikimpal hanya boleh dilakukan secara semula jadi, dan pada masa itu mestilah tidak bergerak.
Bersentuhan dengan
Rakan sekelas
Kimpalan electrofusion digunakan untuk menyambungkan paip dengan diameter 20 mm ke atas, tanpa mengira ketebalan dinding. Dengan kaedah pengelasan ini, kerja harus dilakukan pada suhu udara dari minus 10 hingga + 30 ° C. Untuk julat suhu yang diberikan, sebagai peraturan, mod pengelasan teknologi standard dirancang. Dengan julat suhu yang lebih luas, pengelasan harus dilakukan di bilik (tempat perlindungan) yang memastikan pematuhan terhadap rejim suhu tertentu.
Kimpalan elektrofusi. Urutan
Kimpalan dilakukan dalam operasi persediaan dan dalam pengelasan paip dan kelengkapan yang sebenarnya. Persediaan untuk pengelasan elektrofusi merangkumi:
- penyediaan dan ujian prestasi peralatan kimpalan;
- penyediaan tapak kimpalan dan penempatan peralatan kimpalan;
- pemilihan parameter pengelasan yang diperlukan;
- penyingkiran lapisan oksida;
- memasang dan memusatkan paip dan bahagian di pengapit kedudukan;
- mengelap permukaan yang dikimpal dari kelengkapan dan paip elektrofusi.
Parameter utama semasa mengimpal paip dengan bahagian dengan pemanas elektrik tertanam adalah voltan yang dibekalkan ke lingkaran bahagian (Uп) dan parameter masa (tsv dan menyejukkan). Nilai parameter teknologi bergantung pada jenis, julat dan pengeluar kelengkapan elektrofusi dan termasuk dalam pasport yang mengiringi bahagian tersebut, timbul pada bahagian badan atau ditulis dalam bentuk kod bar pada label yang terpaku pada permukaan luarnya.
Sebelum memasang dan mengimpal, hujung paip dan bahagian penyambung bahagian penyambung dibersihkan dengan teliti dan dilap di dalam dan di luar semua bahan cemar. Pembersihan dilakukan dengan tuala kering atau dibasahi (kain) dengan lap lebih kering. Sekiranya hujung paip atau bahagiannya terkontaminasi dengan minyak, minyak atau lemak lain, maka najisnya akan dilenyapkan dengan alkohol, semangat putih, aseton.
Item dengan pemanas elektrik tertanam dikeluarkan dari bungkusan sehingga habuk dan kotoran dari bungkusan tidak masuk ke bahagiannya. Hujung paip yang disiapkan untuk pemasangan kimpalan elektrofusi diperiksa untuk dipotong lurus. Memotong paip tidak pada sudut tepat ke paksi membujur boleh mengakibatkan elemen pemanasan sebahagiannya tidak akan bersentuhan dengan paip.
- kelengkapan elektrofusi;
- kedudukan untuk mengikat paip;
- pengikis manual atau mekanikal untuk menghilangkan lapisan oksida;
- pemotong paip;
- tisu degreasing;
- kain buruk atau kain kering;
- pensel penanda atau lilin
Alat elektrofusi
Penyediaan paip
Hujung paip, cacat atau mempunyai sudut yang lebih dalam (lebih dari 4-5 mm), terputus. Potongan paip yang tidak bersudut tepat ke paksi membujur boleh menyebabkan fakta bahawa elemen pemanasan tidak menyentuh paip secara separa dan lebur mengalir ke dalam paip.

Tepi paip yang betul

Tepi paip yang salah
Setelah memotong hujung paip, mereka dimesin (dibersihkan) menggunakan pelucutan mandrel atau pengikis hingga panjang yang bergantung pada kedalaman pemasangan bahagian untuk menghilangkan lapisan luar dengan pencemaran dan filem oksida. Ketebalan lapisan yang akan dikeluarkan bergantung pada toleransi diameter paip dan tidak boleh mengakibatkan jurang yang tidak dapat diterima antara paip dan bahagiannya. Sebagai peraturan, cip dikeluarkan hingga kedalaman 0,1 - 0,2 mm.
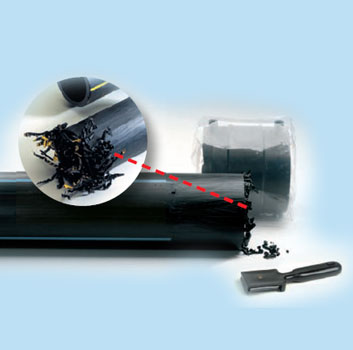
Penyingkiran lapisan kapak
Bahagian-bahagian itu sendiri dengan pemanas tertanam dimesin tidak terdedah kerana kemungkinan merosakkan gegelung. Penyingkiran lapisan oksida yang tidak lengkap boleh mengakibatkan pengelasan yang tidak homogen dan bocor. Untuk memudahkan meletakkan gandingan pada paip setelah melepaskan lapisan oksida, diperlukan untuk mengetuk tepi luar paip.
Untuk selekoh pelana, tempat di paip dibersihkan di mana ia akan dipasang.
Pemasangan paip dalam posisi
Paip dan bahagian yang hendak dikimpal mesti diselaraskan, tanpa penyimpangan untuk mengelakkan kekurangan penembusan. Memastikan paip di posisi adalah operasi yang diperlukan. Ini membolehkan anda memusat dan menghilangkan ovality paip yang dikimpal, untuk mengelakkan pergerakan sendi semasa kimpalan dan penyejukan, untuk mengelakkan paip kendur, untuk melindungi sambungan dari hentakan yang tidak disengajakan, untuk menjaga penjajaran paip dan bahagian yang perlu dikimpal semasa proses pengelasan.
Pemasangan paip condong adalah salah satu sebab untuk pengelasan yang buruk. Kimpalan elektrofusi paip dengan bevel yang berlebihan boleh menyebabkan perpindahan dan penutupan putaran spiral, aliran keluar lebur dari zon kimpalan, dll.

Memperbaiki paip ke posisi
Semasa mengimpal paip berdiameter besar, juga perlu memastikan kedudukan bahagian kawin yang tidak terikat, i.e. hujung paip yang memasuki gandingan tidak boleh berada di bawah pengaruh tegangan lenturan dan di bawah tindakan daya dari beratnya sendiri. Sekiranya perlu, gunakan pendirian, hentian atau kekangan yang sesuai.
Adalah perlu untuk memerhatikan sambungan yang tidak diketatkan pada sendi yang dikimpal sehingga tamatnya masa penyejukan sendi. Kedudukan tegang hujung paip yang dimasukkan ke dalam gandingan boleh menyebabkan sambungan yang lemah.
Pemusatan paip semasa pengelasan kelengkapan dikimpal elektrik dibuat pada nilai yang membolehkan lengan dipasang di hujung paip tanpa daya yang berlebihan. Pemasangan boleh dilakukan dengan pukulan seragam dengan tukul plastik. Sekiranya gelongsor gandingan pada paip berlaku dengan daya yang berlebihan, maka perpindahan, penutupan atau pemecahan putaran spiral dengan kebarangkalian yang tinggi dapat berlaku.
Pengenalan paip ke lengan yang tidak mencukupi adalah salah satu sebab pengelasan berkualiti rendah. Kelengkapan pengenalan paip ke gandingan dikawal oleh tanda yang dibuat terlebih dahulu oleh penanda di permukaan paip.
Penyingkiran ovaliti paip
Kualiti pengelasan paip juga dipengaruhi oleh ovalnya, yang dapat muncul dari penyimpanan paip jangka panjang dalam timbunan atau ketika disalurkan dalam gegelung. Jarak maksimum yang dibenarkan antara paip dan gandingan sepanjang keseluruhan diameter tidak boleh melebihi 3 mm.
Sekiranya, kerana ovaliti paip, jurang antara paip berpusat dan gandingan lebih dari 3 mm (perbezaan diameternya adalah 6 mm), maka paip sedemikian dalam zon kimpalan mesti diberikan bentuk bulat... Penentukuran (penghapusan ovalitas) hujung paip dilakukan dengan menekan pipa pada pengapit pemusat atau penentu kedudukan.
Sekiranya positioner yang digunakan tidak dapat memastikan pelurus hujung paip kerana mampatannya, digunakan pengapit pembulatan khas (kalibrasi) yang dipasang pada jarak 15 - 30 mm dari hujung bahagian atau tanda pada paip. Mesin meratakan hidraulik genggam sangat berkesan untuk meluruskan paip.

Pad mekanikal untuk menghilangkan ovality
Sejurus sebelum kimpalan (pemanasan awal dan kimpalan) paip dan bahagian, permukaan luar paip yang dikimpal dilap dan permukaan dalam bahagian dengan pelarut (alkohol atau aseton) untuk menghilangkan noda gris dan bahan cemar permukaan yang muncul semasa pengancingnya.
Untuk pembersih, gunakan serbet kertas penyerap sekali pakai dan tanpa serat. Cecair degreasing mesti menguap sepenuhnya sebelum dikimpal.

Paip degreasing

Menurunkan pemasangan
Kimpalan elektrofusi... Proses teknologi:
- hujung paip yang diproses dimasukkan ke bahagian penyambung sehingga berhenti (untuk selekoh pelana - pasangkan selekoh pada paip);
- pasangkan paip bersama-sama dengan bahagian penyambung pada alat pemusat dan pemasangan khas (positioner);
- sambungkan peranti ke rangkaian elektrik atau penjana elektrik autonomi yang menyediakan voltan dan kuasa yang diperlukan;
- sambungkan kabel kimpalan ke terminal bahagian pemanas tertanam;
- mod kimpalan (pemanasan) yang diperlukan dimasukkan ke dalam memori alat dan voltan dan masa yang ditetapkan dipantau pada paparannya;
- mulakan proses pengelasan (pemanasan) dengan menekan butang "mula" (setelah memulakan kitaran, keseluruhan proses teknologi yang diperlukan dijalankan dalam mod automatik);
- secara visual mengawal laluan proses kimpalan (dengan paparan peranti) dan pembentukan sambungan yang dikimpal (dengan menarik petunjuk pengelasan);
- setelah akhir kimpalan dan penyejukan semula jadi sambungan yang dihasilkan, lepaskan paip dari pengapit kedudukan dan letakkan nombor siri pada sendi yang dikimpal dengan cat atau pensel penanda.
Dengan cara yang serupa sendi dikimpal tandakan, melekatkan bilangan cap pengimpal di atasnya. Parameter mod kimpalan dimasukkan ke dalam memori mesin kimpalan sesuai dengan prinsip dan kemampuan mesin kimpalan itu sendiri yang diadopsi untuk jenis bahagian yang digunakan (kod bar, sistem maklum balas atau input manual).
Pilihan input kod bar
Cara utama memasukkan maklumat adalah kod bar, maklumat dari mana dimasukkan ke dalam sistem kawalan mesin kimpalan menggunakan pensel foto-optik. Pembacaan dibuat dari kod bar utama yang terletak di bahagian atas label pelekat. Setelah membaca kod bar, data pemasangan elektrofusi harus sesuai dengan data yang muncul pada paparan peranti.

Kod bar terletak pada pemasangan
Kod bar di bawah kod bar induk mengandungi data pengunduran produk dan tidak digunakan semasa mengimpal produk. Kod bar kimpalan dicetak pada label putih, kod bar pemanasan (untuk gandingan dengan mod ini) terdapat pada label kuning.
Sekiranya parameter kimpalan dimasukkan secara manual, perlu menggunakan kad maklumat yang dilampirkan pada bahagian dengan ZN, yang mengandungi maklumat mengenai nilai pembetulan masa kimpalan bergantung pada suhu persekitaran.
Maklumat mengenai proses pengelasan dicatatkan dalam memori peranti. Pencetakan protokol kimpalan dapat dilakukan baik pada akhir pengelasan setiap sambungan, dan pada selang waktu tertentu, bergantung pada jumlah memori peranti. Saluran paip yang dikimpal dapat dimuat dengan tekanan dalaman 10 hingga 30 minit setelah sambungan sejuk.
Gandingan dengan pemanas tertanam boleh dikimpal semula. Diulang Kimpalan elektrofusi dihasilkan apabila terdapat keraguan mengenai kualiti sebatian yang dihasilkan.
Penting!
Pengimpal dan pengelasan yang diperakui yang telah menjalani latihan dan pensijilan khas dengan pengesahan kemahiran teori dan praktikal dan mempunyai sijil borang yang ditetapkan dibenarkan untuk menjalankan kerja kimpalan dan mengawal kelakuannya.
Adalah wajar bahawa tempoh sah sijil kelayakan mereka bertindih dengan jangka masa kerja yang dirancang. Maklumat mengenai pengelasan dan kerja yang mereka laksanakan harus dicatat setiap hari di log kimpalan. Log kerja kimpalan adalah dokumen pengeluaran utama utama yang menggambarkan urutan teknologi, masa, kualiti kerja kimpalan.
Kimpalan elektrofusi, sebelum memulakan kerja, langkah-langkah yang diperlukan diambil untuk melindungi orang dari kejutan elektrik (pembumian pelindung, pengubah pengasingan dan langkah-langkah lain yang diperuntukkan oleh Peraturan untuk Pemasangan Elektrik). Sekiranya kimpalan pada waktu malam, lampu tempatan disediakan. Keperluan untuk khemah pelindung yang melindungi tempat kimpalan dari kelembapan dan angin ditentukan bergantung pada keadaan cuaca (semasa hujan, salji salji, kabut dan angin melebihi 10 m / s). Bekalan kuasa autonomi terletak pada jarak beberapa meter dari sisi leeward.
Kimpalan elektrofusi paip berdiameter besar
Bersentuhan dengan