உடன் தொடர்பு
வகுப்பு தோழர்கள்
சுவர் தடிமன் பொருட்படுத்தாமல், 20 மிமீ மற்றும் அதற்கு மேற்பட்ட விட்டம் கொண்ட குழாய்களை இணைக்க எலக்ட்ரோஃபியூஷன் வெல்டிங் பயன்படுத்தப்படுகிறது. வெல்டிங் இந்த முறை மூலம், மைனஸ் 10 முதல் + 30 ° C வரை காற்று வெப்பநிலையில் வேலை மேற்கொள்ளப்பட வேண்டும். கொடுக்கப்பட்ட வெப்பநிலை வரம்புகளுக்கு, ஒரு விதியாக, நிலையான தொழில்நுட்ப வெல்டிங் முறைகள் வடிவமைக்கப்பட்டுள்ளன. ஒரு பரந்த வெப்பநிலை வரம்பில், குறிப்பிட்ட வெப்பநிலை ஆட்சிக்கு இணங்குவதை உறுதி செய்யும் அறைகளில் (தங்குமிடம்) வெல்டிங் மேற்கொள்ளப்பட வேண்டும்.
எலக்ட்ரோஃபியூஷன் வெல்டிங். மேற்கொள்வதற்கான வரிசை
உற்பத்தி வெல்டிங் வேலை ஆயத்த நடவடிக்கைகள் மற்றும் குழாய்கள் மற்றும் பொருத்துதல்களின் உண்மையான வெல்டிங் ஆகியவற்றைக் கொண்டுள்ளது. எலக்ட்ரோஃபியூஷன் வெல்டிங்கிற்கான ஏற்பாடுகள் பின்வருமாறு:
- வெல்டிங் கருவிகளின் தயாரிப்பு மற்றும் செயல்திறன் சோதனை;
- வெல்டிங் தளத்தை தயாரித்தல் மற்றும் வெல்டிங் கருவிகளை வைப்பது;
- தேவையான வெல்டிங் அளவுருக்களின் தேர்வு;
- ஆக்சைடு அடுக்கை அகற்றுதல்;
- பொருத்துதலின் கவ்விகளில் குழாய்கள் மற்றும் பகுதிகளை சரிசெய்தல் மற்றும் மையப்படுத்துதல்;
- எலக்ட்ரோஃபியூஷன் பொருத்துதல்கள் மற்றும் குழாய்களின் பற்றவைக்கப்பட்ட மேற்பரப்புகளைத் துடைப்பது.
உட்பொதிக்கப்பட்ட மின்சார ஹீட்டர்களைக் கொண்ட பகுதிகளுடன் குழாய்களை வெல்டிங் செய்யும் போது முக்கிய அளவுருக்கள் பகுதியின் சுழல் (Uп), மற்றும் நேர அளவுருக்கள் (tw மற்றும் tcool) ஆகியவற்றிற்கு பயன்படுத்தப்படும் மின்னழுத்தமாகும். தொழில்நுட்ப அளவுருக்களின் மதிப்புகள் எலக்ட்ரோஃபியூஷன் பொருத்துதல்களின் வகை, வரம்பு மற்றும் உற்பத்தியாளரைப் பொறுத்தது மற்றும் பகுதியுடன் கூடிய பாஸ்போர்ட்டில் சேர்க்கப்பட்டுள்ளன, பகுதியின் உடலில் பொறிக்கப்பட்டன அல்லது அதன் வெளிப்புற மேற்பரப்பில் ஒட்டப்பட்ட லேபிளில் பார்கோடு வடிவத்தில் எழுதப்பட்டுள்ளன.
அசெம்பிளிங் மற்றும் வெல்டிங் செய்வதற்கு முன், குழாய்களின் முனைகளும் இணைக்கும் பகுதிகளின் இணைக்கும் பகுதிகளும் நன்கு சுத்தம் செய்யப்பட்டு அனைத்து அசுத்தங்களிலிருந்தும் உள்ளேயும் வெளியேயும் துடைக்கப்படுகின்றன. உலர்ந்த அல்லது ஈரமான துண்டுகள் (கந்தல்) கொண்டு மேலும் துடைப்பதன் மூலம் சுத்தம் செய்யப்படுகிறது. குழாய்கள் அல்லது பகுதிகளின் முனைகள் கிரீஸ், எண்ணெய் அல்லது வேறு ஏதேனும் கொழுப்புகளால் மாசுபட்டால், அவை ஆல்கஹால், வெள்ளை ஆவி, அசிட்டோன் ஆகியவற்றால் சிதைக்கப்படுகின்றன.
உட்பொதிக்கப்பட்ட மின்சார ஹீட்டர்களைக் கொண்ட பாகங்கள் தொகுப்பிலிருந்து அகற்றப்படுகின்றன, இதனால் தொகுப்பிலிருந்து தூசி மற்றும் அழுக்கு அந்த பகுதிக்கு வராது. எலக்ட்ரோஃபியூஷன் பொருத்துதல்களின் வெல்டிங்கிற்கு தயாரிக்கப்பட்ட குழாய்களின் முனைகள் நேராக வெட்டப்படுவதை சரிபார்க்கின்றன. நீளமான அச்சில் சரியான கோணங்களில் இல்லாத குழாயை வெட்டுவது வெப்பமூட்டும் உறுப்பு குழாயை ஓரளவு தொடாமல் இருக்கக்கூடும்.
- எலக்ட்ரோஃபியூஷன் பொருத்துதல்கள்;
- குழாய்களைக் கட்டுப்படுத்துவதற்கான நிலைப்படுத்தல்;
- அச்சு அடுக்கை அகற்றுவதற்கான கையேடு அல்லது இயந்திர ஸ்கிராப்பர்;
- குழாய் கட்டர்;
- டிக்ரேசிங் துடைப்பான்கள்;
- கந்தல் அல்லது உலர் கந்தல்;
- மார்க்கர் அல்லது மெழுகு பென்சில்
எலக்ட்ரோஃபியூஷன் கருவி
குழாய் தயாரிப்பு
குழாய்களின் முனைகள், சிதைக்கப்பட்ட அல்லது ஆழமான (4-5 மி.மீ க்கும் அதிகமான) நிக்ஸைக் கொண்டு துண்டிக்கப்படுகின்றன. நீளமான அச்சுக்கு சரியான கோணங்களில் இல்லாத குழாயின் வெட்டு வெப்பமூட்டும் உறுப்பு குழாயை ஓரளவு தொடாது மற்றும் உருகும் குழாயில் பாய்கிறது என்பதற்கு வழிவகுக்கும்.

சரியான குழாய் விளிம்பு

தவறான குழாய் விளிம்பு
குழாய்களின் முனைகளை வெட்டிய பின், அவை மாசு மற்றும் ஆக்ஸைடு படத்துடன் வெளிப்புற அடுக்கை அகற்றுவதற்காக பகுதியின் பொருத்தத்தின் ஆழத்தைப் பொறுத்து நீளத்திற்கு மாண்ட்ரல்கள் அல்லது ஸ்கிராப்பர்களைப் பயன்படுத்தி இயந்திரமயமாக்கப்படுகின்றன (சுத்தம் செய்யப்படுகின்றன). அகற்றப்பட வேண்டிய அடுக்கின் தடிமன் குழாய் விட்டம் சகிப்புத்தன்மையைப் பொறுத்தது மற்றும் குழாய் மற்றும் பகுதிக்கு இடையில் ஏற்றுக்கொள்ள முடியாத இடைவெளிகளை ஏற்படுத்தக்கூடாது. ஒரு விதியாக, 0.1 - 0.2 மிமீ ஆழத்திற்கு சில்லுகள் அகற்றப்படுகின்றன.
அச்சு அடுக்கை அகற்றுதல்
உட்பொதிக்கப்பட்ட ஹீட்டர்களுடன் பாகங்கள் தங்களைத் தாங்களே எந்திரம் சுருளை சேதப்படுத்தும் சாத்தியம் காரணமாக அவை வெளிப்படுத்தப்படவில்லை. ஆக்சைடு அடுக்கை முழுமையடையாமல் அகற்றுவது ஒரு ஒத்திசைவற்ற மற்றும் கசிவு பற்றவைப்புக்கு வழிவகுக்கும். ஆக்சைடு அடுக்கை அகற்றிய பின் குழாயில் இணைப்பதை எளிதாக்க, குழாயின் வெளிப்புற விளிம்பைத் துடைப்பது அவசியம்.
சேணம் வளைவுகளுக்கு, அவை நிறுவப்படும் குழாயில் உள்ள இடத்தை சுத்தம் செய்யுங்கள்.
பொருத்துதலில் குழாயை நிறுவுதல்
வெல்டிங் செய்ய வேண்டிய குழாய்கள் மற்றும் பாகங்கள் ஊடுருவாமல் இருப்பதைத் தவிர்ப்பதற்கு சிதைவுகள் இல்லாமல் சீரமைக்கப்பட வேண்டும். பொருத்துதலில் குழாய்களைப் பாதுகாப்பது அவசியமான செயலாகும். வெல்டிங் செய்யப்படும் குழாய்களின் கருமுட்டையை மையப்படுத்தவும் அகற்றவும், வெல்டிங் மற்றும் குளிரூட்டலின் போது மூட்டு எந்த இயக்கத்தையும் தடுக்கவும், குழாய் தொய்வு ஏற்படுவதைத் தடுக்கவும், தற்செயலான தாக்கங்களிலிருந்து இணைப்பைப் பாதுகாக்கவும், வெல்டிங் செயல்பாட்டின் போது வெல்டிங் செய்யப்பட வேண்டிய குழாய்கள் மற்றும் பாகங்களின் தேவையான சீரமைப்பைப் பராமரிக்கவும் இது உங்களை அனுமதிக்கிறது.
தரமற்ற வெல்டிங் செய்ய ஒரு சார்புடன் குழாய்களை நிறுவுவது ஒரு காரணம். அதிகப்படியான பெவலுடன் கூடிய குழாய்களின் எலக்ட்ரோஃபியூஷன் வெல்டிங் சுழல் திருப்பங்களின் இடப்பெயர்வு மற்றும் மூடல், வெல்டிங் மண்டலத்திலிருந்து உருகும் கசிவு போன்றவற்றுக்கு வழிவகுக்கும்.

பொருத்துதலுக்கு குழாய்களைப் பாதுகாத்தல்
குழாய்களை வெல்டிங் செய்யும் போது பெரிய விட்டம் இனச்சேர்க்கை பாகங்களின் அழுத்தப்படாத நிலையை உறுதி செய்வதும் அவசியம், அதாவது. இணைப்பிற்குள் நுழையும் குழாய்களின் முனைகள் வளைக்கும் அழுத்தங்களின் செல்வாக்கின் கீழும், அவற்றின் சொந்த எடையிலிருந்து சக்திகளின் செயல்பாட்டின் கீழும் இருக்கக்கூடாது. தேவைப்பட்டால், ஸ்டாண்டுகள், நிறுத்தங்கள் அல்லது பொருத்தமான வைத்திருக்கும் சாதனங்களைப் பயன்படுத்துங்கள்.
மூட்டுகளின் குளிரூட்டும் நேரம் காலாவதியாகும் வரை வெல்டட் மூட்டுகளின் பதற்றமற்ற சரிசெய்தலைக் கவனிக்க வேண்டியது அவசியம். இணைப்பில் செருகப்பட்ட குழாய் முனைகளின் அழுத்த நிலை மோசமான இணைப்புக்கு வழிவகுக்கும்.
எலக்ட்ரோஃபியூஷன் பொருத்துதல்களை வெல்டிங் செய்யும் போது, \u200b\u200bகுழாய்கள் ஒரு மதிப்பை மையமாகக் கொண்டுள்ளன, இது இணைப்பை தேவையற்ற சக்தி இல்லாமல் குழாயின் முடிவில் வைக்க அனுமதிக்கிறது. நிறுவல்கள் வீச்சுகளின் மூலம் மேற்கொள்ளப்படலாம், இறுதிப் பகுதியின் சுற்றளவுடன் சீரானவை, ஒரு பிளாஸ்டிக் சுத்தியுடன். குழாயில் இணைப்பதன் நெகிழ் அதிக சக்தியுடன் ஏற்பட்டால், அதிக நிகழ்தகவுடன் சுழல் திருப்பங்களின் இடப்பெயர்வு, மூடல் அல்லது உடைப்பு ஆகியவை நிகழலாம்.
ஸ்லீவ் மீது குழாய் போதிய அறிமுகம் ஏழை-தரமான வெல்டிங்கிற்கு ஒரு காரணம். ஸ்லீவிற்குள் குழாயைச் செருகுவதன் முழுமை குழாய் மேற்பரப்பில் ஒரு மார்க்கருடன் முன்கூட்டியே செய்யப்பட்ட அடையாளத்தால் கட்டுப்படுத்தப்படுகிறது.
குழாய் கருமுட்டையை நீக்குகிறது
குழாய் வெல்டிங்கின் தரம் அவற்றின் கருமுட்டையால் பாதிக்கப்படுகிறது, அவை குழாய்களை நீண்ட காலமாக அடுக்கி வைப்பதில் இருந்து அல்லது அவை சுருள்களில் வழங்கப்படும்போது தோன்றும். முழு விட்டம் மீது குழாய் மற்றும் இணைப்புக்கு இடையில் அதிகபட்சமாக அனுமதிக்கக்கூடிய அனுமதி 3 மி.மீ.க்கு மிகாமல் இருக்க வேண்டும்.
குழாயின் கருமுட்டையின் காரணமாக, மையப்படுத்தப்பட்ட குழாய் மற்றும் இணைப்புக்கு இடையிலான இடைவெளி 3 மி.மீ க்கும் அதிகமாக இருந்தால் (விட்டம் வேறுபாடு 6 மி.மீ), வெல்டிங் மண்டலத்திற்குள் இதுபோன்ற குழாய்கள் கொடுக்கப்பட வேண்டும் வட்ட வடிவம்... குழாய் முனைகளின் அளவுத்திருத்தம் (கருமுட்டையை நீக்குதல்) மையப்படுத்தி அல்லது நிலைப்படுத்தியின் கவ்விகளில் குழாய்களை அழுத்துவதன் மூலம் மேற்கொள்ளப்படுகிறது.
பயன்படுத்தப்பட்ட பொருத்துதல்கள் அவற்றின் சுருக்கத்தின் காரணமாக குழாய்களின் முனைகளை நேராக்குவதை உறுதி செய்ய முடியாவிட்டால், சிறப்பு ரவுண்டிங் (அளவீட்டு) கவ்விகளைப் பயன்படுத்துகின்றன, அவை பாகங்களின் முனைகளிலிருந்து 15 - 30 மி.மீ தூரத்தில் நிறுவப்படுகின்றன அல்லது குழாயில் உள்ள மதிப்பெண்கள். கையால் பிடிக்கப்பட்ட ஹைட்ராலிக் லெவலிங் இயந்திரங்கள் முன் நேராக்க குழாய்களுக்கு மிகவும் பயனுள்ளதாக இருக்கும்.

கருமுட்டையை அகற்ற மெக்கானிக்கல் பேட்
குழாய்கள் மற்றும் பகுதிகளின் வெல்டிங் (பூர்வாங்க வெப்பமாக்கல் மற்றும் வெல்டிங்) உடனடியாக, குழாய்களின் வெல்டிங் வெளிப்புற மேற்பரப்புகள் மற்றும் பகுதிகளின் உள் மேற்பரப்புகள் கரைப்பான்களால் (ஆல்கஹால் அல்லது அசிட்டோன்) துடைக்கப்படுகின்றன.
டிக்ரீசிங்கிற்கு, நிறமற்ற செலவழிப்பு உறிஞ்சக்கூடிய மற்றும் பஞ்சு இல்லாத காகித நாப்கின்களைப் பயன்படுத்துங்கள். வெல்டிங் செய்வதற்கு முன்பு டிக்ரேசிங் திரவம் முழுமையாக ஆவியாக வேண்டும்.

குழாய் டிக்ரேசிங்

பொருத்துதலைக் குறைத்தல்
எலக்ட்ரோஃபியூஷன் வெல்டிங்... தொழில்நுட்ப செயல்முறை:
- குழாய்களின் பதப்படுத்தப்பட்ட முனைகள் அது நிறுத்தப்படும் வரை இணைக்கும் பகுதியில் செருகப்படுகின்றன (சேணம் வளைவுகளுக்கு - குழாயில் வளைவை வைக்கவும்);
- ஒரு சிறப்பு மையப்படுத்தல் மற்றும் சரிசெய்தல் சாதனத்தில் (பொசிஷனர்) இணைக்கும் துண்டுடன் குழாய்களை சரிசெய்யவும்;
- சாதனத்தை மின் வலையமைப்பு அல்லது தேவையான மின்னழுத்தத்தையும் சக்தியையும் வழங்கும் தன்னாட்சி மின்சார ஜெனரேட்டருடன் இணைக்கவும்;
- வெல்டிங் கேபிளை பகுதியின் உட்பொதிக்கப்பட்ட ஹீட்டரின் முனையங்களுடன் இணைக்கவும்;
- தேவையான வெல்டிங் (preheating) பயன்முறை எந்திரத்தின் நினைவகத்தில் நுழைகிறது மற்றும் செட் மின்னழுத்தமும் நேரமும் அதன் காட்சியில் கண்காணிக்கப்படும்;
- "தொடக்க" பொத்தானை அழுத்துவதன் மூலம் வெல்டிங் செயல்முறையை (preheating) தொடங்கவும் (சுழற்சியைத் தொடங்கிய பிறகு, தேவையான அனைத்தும் தொழில்நுட்ப செயல்முறை தானியங்கி பயன்முறையில் இயங்குகிறது);
- வெல்டிங் செயல்முறையின் பத்தியை (சாதனத்தின் காட்சி மூலம்) மற்றும் ஒரு பற்றவைக்கப்பட்ட கூட்டு உருவாக்கம் (வெல்டிங் குறிகாட்டிகளை விரிவாக்குவதன் மூலம்) பார்வைக்கு கட்டுப்படுத்துதல்;
- வெல்டிங் மற்றும் இயற்கையான குளிரூட்டலின் முடிவுக்குப் பிறகு, பொசிஷனரின் கவ்விகளில் இருந்து குழாய்களை அகற்றி, அதன் வரிசை எண்ணை வெல்டட் கூட்டு மீது பெயிண்ட் அல்லது மார்க்கர் பென்சிலுடன் இணைக்கவும்.
இதேபோல் வெல்டட் கூட்டு வெல்டரின் குறி எண்ணை அதில் இணைப்பதன் மூலம் குறிக்கவும். வெல்டிங் முறைகளின் அளவுருக்கள் வெல்டிங் இயந்திரத்தின் நினைவகத்தில் பயன்படுத்தப்பட்ட பகுதியின் வகை மற்றும் வெல்டிங் இயந்திரத்தின் திறன்களுக்கு (பார் குறியீடு, அமைப்பு பின்னூட்டம் அல்லது கையேடு உள்ளீடு).
பார்கோடு இருந்து தகவலை உள்ளிடுவதற்கான அளவுருக்கள்
தகவலை உள்ளிடுவதற்கான முக்கிய முறை ஒரு பார் குறியீடு ஆகும், அதில் இருந்து தகவல் புகைப்பட-ஆப்டிகல் பென்சிலைப் பயன்படுத்தி வெல்டிங் இயந்திரத்தின் கட்டுப்பாட்டு அமைப்பில் நுழைகிறது. ஸ்டிக்கர் லேபிளின் மேலே அமைந்துள்ள பிரதான பார்கோடு இருந்து படித்தல் செய்யப்படுகிறது. பார்கோடு படித்த பிறகு, எலக்ட்ரோஃபியூஷன் பொருத்துதலின் தரவு இயந்திரத்தின் காட்சியில் காட்டப்பட்டுள்ள தரவோடு பொருந்த வேண்டும்.

பொருத்துதலில் அமைந்துள்ள பார்கோடு
மாஸ்டர் பார்கோடுக்குக் கீழே உள்ள பார்கோடு தயாரிப்பு பின்வாங்கல் தரவைக் கொண்டுள்ளது மற்றும் தயாரிப்புகளை வெல்டிங் செய்யும் போது பயன்படுத்தப்படாது. வெல்டிங் பார்கோடு லேபிளில் அச்சிடப்பட்டுள்ளது வெள்ளை, மஞ்சள் லேபிளில் preheating இன் பார்கோடு (இந்த பயன்முறையுடன் கூடிய இணைப்புகளுக்கு).
வெல்டிங் அளவுருக்களின் கையேடு உள்ளீட்டில், ZN உடன் பகுதிகளுடன் இணைக்கப்பட்ட தகவல் அட்டையைப் பயன்படுத்துவது அவசியம், சுற்றுப்புற வெப்பநிலையைப் பொறுத்து வெல்டிங் நேர திருத்தத்தின் மதிப்பு குறித்த தகவல்களைக் கொண்டுள்ளது.
வெல்டிங் செயல்முறை பற்றிய தகவல்கள் இயந்திரத்தின் நினைவகத்தில் பதிவு செய்யப்பட்டுள்ளன. வெல்டிங் நெறிமுறையின் அச்சுப்பொறி ஒவ்வொரு கூட்டு வெல்டிங் முடிவிலும், சில இடைவெளிகளிலும், சாதனத்தின் நினைவகத்தின் அளவைப் பொறுத்து மேற்கொள்ளப்படலாம். இணைப்பு குளிர்ந்த 10 முதல் 30 நிமிடங்களுக்குப் பிறகு வெல்டட் பைப்லைனை உள் அழுத்தத்துடன் ஏற்றலாம்.
உட்பொதிக்கப்பட்ட ஹீட்டர்களுடன் கூடிய இணைப்புகளை மீண்டும் வெல்டிங் செய்யலாம். மீண்டும் மீண்டும் எலக்ட்ரோஃபியூஷன் வெல்டிங் இதன் விளைவாக வரும் கலவையின் தரம் குறித்து சந்தேகம் இருக்கும்போது தயாரிக்கப்படுகிறது.
முக்கியமான!
தத்துவார்த்த மற்றும் நடைமுறை திறன்களை சரிபார்ப்பதன் மூலம் சிறப்பு பயிற்சி மற்றும் சான்றிதழ் பெற்ற மற்றும் நிறுவப்பட்ட படிவத்தின் சான்றிதழைக் கொண்ட சான்றளிக்கப்பட்ட வெல்டர்கள் மற்றும் வெல்டிங் வல்லுநர்கள் வெல்டிங் பணிகளை மேற்கொள்ளவும் அதன் நடத்தையை கட்டுப்படுத்தவும் அனுமதிக்கப்படுகிறார்கள்.
அவர்களின் தகுதிச் சான்றிதழ்களின் செல்லுபடியாகும் காலம் பணியின் திட்டமிட்ட கால அளவோடு ஒன்றுடன் ஒன்று சேருவது விரும்பத்தக்கது. வெல்டர்கள் மற்றும் அவர்கள் செய்யும் பணிகள் பற்றிய தகவல்கள் வெல்டிங் பதிவில் தினமும் பதிவு செய்யப்பட வேண்டும். வெல்டிங் பணி பதிவு என்பது தொழில்நுட்ப வரிசைமுறை, நேரம், வெல்டிங் பணியின் தரம் ஆகியவற்றைப் பிரதிபலிக்கும் முக்கிய முதன்மை உற்பத்தி ஆவணமாகும்.
எலக்ட்ரோஃபியூஷன் வெல்டிங், வேலையைத் தொடங்குவதற்கு முன், மின்சார அதிர்ச்சியிலிருந்து மக்களைப் பாதுகாக்க தேவையான நடவடிக்கைகள் எடுக்கப்படுகின்றன (பாதுகாப்பு தரையிறக்கம், தனிமைப்படுத்தும் மின்மாற்றிகள் மற்றும் மின் நிறுவல்களை நிறுவுவதற்கான விதிகளால் வழங்கப்பட்ட பிற நடவடிக்கைகள்). இரவில் வெல்டிங் விஷயத்தில், உள்ளூர் விளக்குகள் வழங்கப்படுகின்றன. வெல்டிங் தளத்தை ஈரப்பதம் மற்றும் காற்றிலிருந்து பாதுகாக்கும் பாதுகாப்பு கூடாரங்களின் தேவை பொறுத்து தீர்மானிக்கப்படுகிறது காலநிலை நிலைமைகள் (மழை, பனிப்பொழிவு, மூடுபனி மற்றும் காற்றின் போது 10 மீ / வி). ஒரு தன்னாட்சி மின்சாரம் லீவர்ட் பக்கத்திலிருந்து பல மீட்டர் தொலைவில் அமைந்துள்ளது.
பெரிய விட்டம் கொண்ட குழாய்களின் எலக்ட்ரோஃபியூஷன் வெல்டிங்
உடன் தொடர்பு
பாலிஎதிலீன் (எச்டிபிஇ) குழாய்களின் எலக்ட்ரோஃபியூஷன் வெல்டிங் என்பது மிகவும் பொதுவான முறையாகும் பாலிஎதிலீன் குழாய்கள்... இந்த தொழில்நுட்பம் நம்பகமான நறுக்குதலை வழங்குகிறது, மேலும் சிக்கலான சூழ்நிலைகளில் வேலை செய்ய உங்களை அனுமதிக்கிறது. கிணறுகளில் வெல்டிங், சுருள்களில் குழாய் பதித்தல், பழுதுபார்ப்பு, வளைவுகளை நிறுவுதல், ஏற்கனவே இணைக்கப்பட்ட குழாய்களில் டை-இன்ஸை உருவாக்குதல் போன்றவற்றுக்கு இது தீவிரமாக பயன்படுத்தப்படுகிறது.
எல்.எல்.சி "சிட்டிவெல்ட்" உயர்தர எலக்ட்ரோஃபியூஷன் வெல்டிங் சேவைகளை சாதகமான விலையில் வழங்குகிறது
அதிகபட்சத்தை உறுதி செய்வதற்காக நம்பகமான இணைப்பு இணைப்பு முறையைப் பயன்படுத்தி, சேர வேண்டிய மேற்பரப்புகளைத் தயாரிப்பது அவசியம். குழாய்கள் முற்றிலும் சிதைந்து, அழுக்கு மற்றும் ஆக்சைடு படத்திலிருந்து விடுபட வேண்டும். இதற்காக, தூரிகைகள், ஸ்கிராப்பர்கள் அல்லது சிறப்பு உபகரணங்கள் பயன்படுத்தப்படுகின்றன.
சாக்கெட் வெல்டிங் தொழில்நுட்பம்
எச்டிபிஇ குழாய்களின் எலக்ட்ரோஃபியூஷன் வெல்டிங் என்பது வடிவிலான பாலிஎதிலீன் தயாரிப்புகளை (இணைப்புகள், பொருத்துதல்கள், வளைவுகள் போன்றவை) உள்ளமைக்கப்பட்ட உலோக சுருள்களுடன் (உட்பொதிக்கப்பட்ட) வெல்டிங் ஆகும். வெப்ப கூறுகள்). இணைக்கும் துண்டு குழாய் இணைப்புடன் சீரமைக்கப்பட்டு அதன் வழியாக ஒரு மின்சாரம் அனுப்பப்படுகிறது. சுழல் வெப்பமடைகையில், உற்பத்தியின் மேற்பரப்பு உருகத் தொடங்குகிறது, மேலும் அதன் வடிவ பகுதி குழாய்களுக்கு இறுக்கமாக பற்றவைக்கப்படுகிறது. வேலை நிறுத்தப்படும்போது, \u200b\u200bகுளிரூட்டப்பட்ட வெல்டிங் கூட்டுக்கு பதிலாக ஒரு நிரந்தர இணைப்பு உருவாகிறது.
எலக்ட்ரோஃபியூஷன் வெல்டிங்கின் நன்மைகள்
நிறுவலின் எளிமை.பாலிஎதிலீன் குழாய்களின் எலக்ட்ரோஃபியூஷன் வெல்டிங் விரைவாகவும் நிறுவவும் எளிதானது. குழாயின் முனைகளை கொண்டு வந்து அவற்றை வெப்ப பாகங்களுடன் இணைக்க போதுமானது. குழாய்களை பற்றவைக்க, பொருத்துதல்கள் மற்றும் சிறப்பு வெப்பமூட்டும் கருவிகள் மட்டுமே தேவை.
பல்துறை.உருகிய பாலிஎதிலினின் பண்புகள் காரணமாக இந்த முறை வெவ்வேறு விட்டம் மற்றும் சுவர் தடிமன் கொண்ட குழாய்களை பற்றவைக்க இணைப்பு உங்களை அனுமதிக்கிறது. கூடுதலாக, இணைப்புகளின் வெல்டிங் திறந்த மற்றும் வரையறுக்கப்பட்ட, வரையறுக்கப்பட்ட இடங்களில் நடைபெறும்.
நம்பகத்தன்மை... இதன் விளைவாக குழாய் இணைப்பு மிகவும் நம்பகமானது மற்றும் நீடித்தது. பாலிஎதிலீன் உருகுவதன் விளைவாக, சந்திப்பில் உள்ள பொருட்கள் முழுமையான இடைக்கணிப்பு செயல்முறையைத் தொடங்குகின்றன. எனவே, குளிர்ந்த பிறகு, அடர்த்தி பற்றவைப்பு மீதமுள்ள குழாய் பிரிவுகளைப் போன்றது.
ஆற்றல் திறன்.இந்த வகை குழாய் கூட்டுக்கு பயன்படுத்தப்படும் சாதனங்கள் இலகுரக, கச்சிதமான மற்றும் ஆற்றல் திறன் கொண்டவை (பட் முறைகளுக்கான சாதனங்களுடன் ஒப்பிடும்போது). பட்ஜெட் வசதிகளில் உடனடியாக பழுதுபார்ப்பதற்கு இந்த தொழில்நுட்பம் சிறந்தது.
எலக்ட்ரோஃபியூஷன் வெல்டிங் செலவு
| விட்டம் | கூட்டுக்கான விலை | ஒரு வேலை மாற்றத்திற்கு செய்யப்படும் குறைந்தபட்ச வேலை செலவு 12,000 ரூபிள் ஆகும்.  | ஒரு ஜெனரேட்டரை வாடகைக்கு எடுப்பதற்கான செலவு 6kVA / 1phase / 220V 4000 ரூபிள் / ஷிப்ட்  |
||
| 25 | ரப் 200 | ||||
| 32 | |||||
| 40 | |||||
| 50 | |||||
| 63 | ரப் 300 | ||||
| 75 | |||||
| 90 | |||||
| 110 | ரப் 400 | ||||
| 125 | ரப் 600 | ||||
| 140 | 650 ரப் | ||||
| 160 | 800 ரப் | ||||
| 180 | 1000 ரப் | ||||
| 200 | |||||
| 225 | |||||
| 250 | ரப் 1,500 | ||||
| 280 | |||||
| 315 | 2000 RUB | ஒரு வேலை மாற்றத்திற்கு செய்யப்படும் குறைந்தபட்ச வேலை செலவு 15,000 ரூபிள் ஆகும். |
|||
| 355 | ரப் 3000 | ||||
| 400 | ரப் 3100 | ||||
| 450 | 3600 ரப் | ||||
| 500 | ரப் 5100 | ||||
| 560 | 5500 ரப் | ஒரு வேலை மாற்றத்திற்கு செய்யப்படும் குறைந்தபட்ச வேலை செலவு 18,000 ரூபிள் ஆகும். | |||
| 630 | ரப் 6200 | ||||
| 710 | ரூப் 7,000 | ||||
| 800 | ரூப் 8,000 | ||||
| 900 | ஒப்பந்தத்தின் மூலம் | ||||
| 1000 | |||||
| 1200 | |||||
| ஒரு பணி மாற்றத்தில் செய்யப்படும் குறைந்தபட்ச வேலை செலவு, ஒரு வெல்டிங் நிபுணரைச் சந்திப்பதற்கான செலவை உள்ளடக்கியது | |||||
வெல்டிங் வேலைக்கு நீங்கள் ஒரு ஆர்டரை வைக்க விரும்பினால், மேலும் பெறுங்கள் விரிவான தகவல்கள் எலக்ட்ரோஃபியூஷன் வெல்டிங்கின் விலை பற்றி அல்லது குழாய்களை இணைக்கும் சாத்தியமான பிற முறைகளைப் பற்றி அறிய, எங்களுக்கு அழைப்பு விடுங்கள்.
குழாய்களின் வெல்டிங் என்பது எச்டிபிஇ குழாய்களின் இணைப்பாகும், இதன் விளைவாக இரண்டு குழாய்களின் நிரந்தர இறுக்கமான இணைப்பு உருவாகிறது, இது குழாய் உடலின் தரத்திலிருந்து தரத்தில் வேறுபடுவதில்லை.
நடைமுறையில், நிறுவனம் " வசதியான குடிசை"இது எல்.டி.பி.இ குழாய்களை வெல்டிங் செய்ய இரண்டு முறைகளைப் பயன்படுத்துகிறது - பட் மற்றும் எலக்ட்ரோஃபியூஷன். கீழே நாம் எலக்ட்ரோஃபியூஷன் வெல்டிங்கின் நன்மைகளைக் கருத்தில் கொண்டு தொழில்நுட்ப செயல்முறையை விவரிப்போம்.
எலக்ட்ரோஃபியூஷன் வெல்டிங் என்றால் என்ன?
எலக்ட்ரோஃபியூஷன் வெல்டிங் என்பது ஒரு வெல்டிங் முறையாகும், இதில் இரண்டு முனைகளின் குழாய்களின் இணைப்பு சிறப்பு உட்பொதிக்கப்பட்ட பொருத்துதல்களைப் பயன்படுத்தி உயர்-எதிர்ப்பு உலோகத்தால் செய்யப்பட்ட ஒரு உள்ளமைக்கப்பட்ட வெப்ப சுருள் மூலம் மேற்கொள்ளப்படுகிறது. ஸ்லீவ் வெல்டிங் செய்யப்பட வேண்டிய குழாய்களின் அதே பொருளால் ஆனது.
நம்பகமான இணைப்பை உறுதிப்படுத்த, இணைப்பு சிறப்பாக தயாரிக்கப்பட்ட குழாய் முனைகளில் வைக்கப்படுகிறது, அதன் பிறகு குறிப்பிட்ட அளவுருக்கள் கொண்ட மின்சாரம் ஒரு சுழலில் அனுப்பப்படுகிறது. இது குழாயின் வெளிப்புற சுவர்கள் மற்றும் ஸ்லீவின் உள் சுவர்கள் உருகுவதற்கு வழிவகுக்கிறது, இது அவற்றின் விரைவான பரவலை ஏற்படுத்துகிறது. குளிர்ந்த பிறகு, மிகவும் நம்பகமான மற்றும் நீடித்த இணைப்பு பெறப்படுகிறது.
சுழல் செருகும் வகையின் படி, இணைப்புகள் மூன்று வகைகளாகப் பிரிக்கப்படுகின்றன - திறந்த, அரை மறைக்கப்பட்ட மற்றும் மறைக்கப்பட்ட சுழல். எங்கள் நிறுவனம் அரை மறைக்கப்பட்ட சுழல் முன்னுரிமை அளிக்கிறது, ஏனெனில் குழாய் மற்றும் இணைப்பின் அதே அளவிலான பாலிஎதிலீன் உருகலை அடைய இது உங்களை அனுமதிக்கிறது, அதே நேரத்தில் இணைப்பை வைக்கும்போது தற்செயலாக சுழல் திருப்பங்களை மூடுவதற்கான ஆபத்து திறந்த சுழல் புறணி கொண்ட இணைப்புகளை விட மிகக் குறைவு.
எலக்ட்ரோஃபியூஷன் வெல்டிங்கின் நன்மைகள்
எலக்ட்ரோஃபியூஷன் வெல்டிங்கின் நன்மைகள் பின்வருமாறு:
- உயர் நம்பகத்தன்மை;
- வெல்டிங் செயல்முறையின் எளிமை;
- பல்துறைத்திறன் (அத்தகைய வெல்டிங் எந்த விட்டம் மற்றும் சுவர் தடிமன் கொண்ட குழாய்களை வெல்ட் செய்ய பயன்படுத்தலாம்);
- திறந்தவெளி மற்றும் அகழிகளில் நிறுவலின் எளிமை.
இணைப்புகளைப் பயன்படுத்த வேண்டியதன் காரணமாக பட் வெல்டிங்கை விட குழாய்களின் எலக்ட்ரோஃபியூஷன் வெல்டிங் சற்றே விலை உயர்ந்தது, ஆனால் வெல்டிங் வேகம் மற்றும் செயல்முறையின் எளிமை காரணமாக இந்த செலவுகள் செலுத்தப்படுகின்றன.
எலக்ட்ரோஃபியூஷன் வெல்டிங்கிற்கான உபகரணங்கள்
எலக்ட்ரோஃபியூஷன் முறையால் எச்டிபிஇ குழாய்களின் வெல்டிங் கண்டிப்பாக குறிப்பிடப்பட்ட அளவுருக்களுடன் மேற்கொள்ளப்பட வேண்டும். சுருள், வெப்ப நேரம் மற்றும் பிற அளவுருக்களில் உள்ள மின்னோட்டத்தை கண்டிப்பாக கட்டுப்படுத்துவதன் மூலம் மட்டுமே இதை அடைய முடியும். இதற்கு நவீன உபகரணங்கள் தேவை, இதில் அளவுருக்களை கைமுறையாக அமைக்கலாம் அல்லது குழாயில் பார்கோடு பயன்படுத்தலாம். எங்கள் நிறுவனத்திற்குக் கிடைக்கும் உபகரணங்கள் வெல்டிங் செயல்முறையை உகந்த பயன்முறையிலும் அனைத்து அளவுருக்களின் கடுமையான கட்டுப்பாட்டிலும் செயல்படுத்த அனுமதிக்கிறது.
கூடுதலாக, குழாய்களைப் பாதுகாப்பாக சரிசெய்யவும், வெல்டிங்கின் போது அவற்றை நகர்த்துவதைத் தடுக்கவும் பொருத்திகள் பயன்படுத்தப்படுகின்றன.
எச்டிபிஇ குழாய்களை இணைப்பதற்கான உபகரணங்கள், குறிப்பாக உயர்தரக் கருவிகள் மிகவும் விலை உயர்ந்தவை என்பதையும், தளத்தை அல்லது வீட்டைச் சுற்றி பல பத்து மீட்டர் குழாய்களை இடுவதற்கான கொள்முதல் நடைமுறைக்கு மாறானது என்பதையும் கவனத்தில் கொள்ள வேண்டும். அத்தகைய நிதி முதலீடு செலுத்த வாய்ப்பில்லை.
எச்டிபிஇ குழாய்களின் எலக்ட்ரோஃபியூஷன் வெல்டிங்கில் வேலை செய்ய எங்கள் நிறுவனம் மிகவும் நவீன மற்றும் உயர்தர உபகரணங்களைப் பயன்படுத்துகிறது, இது பாவம் செய்ய முடியாத தரத்தின் கூட்டு பெற அனுமதிக்கிறது. நாங்கள் தீட்டிய டஜன் கணக்கான குழாய்களால் இது சான்றாகும், அவற்றில் பல 10 ஆண்டுகளுக்கும் மேலாக ஒரு புகார் இல்லாமல் இயங்கி வருகின்றன.
எலக்ட்ரோஃபியூஷன் தொழில்நுட்பம்
வெல்டிங் தொழில்நுட்பம் பல நிலைகளைக் கொண்டுள்ளது:
- குழாய் மற்றும் இணைப்பு தயாரிப்பு
- வெல்டிங்
வெல்டிங் உபகரணங்கள் தயாரித்தல்
இந்த கட்டத்தில் வெல்டிங் போது குழாய் பாதுகாப்பாக சரி செய்யப்படும் ஒரு பொசிஷனரின் நிறுவலும் அடங்கும். இது சிறப்பாக தயாரிக்கப்பட்ட தளத்தில் நிறுவப்பட்டுள்ளது. தேவைப்பட்டால், வெல்டிங் போது குழாயின் அதிர்வு அல்லது இடப்பெயர்வை விலக்க குழாய்களின் கீழ் எந்த ஆதரவும் வைக்கப்படுகின்றன.
எலக்ட்ரோஃபியூஷன் வெல்டிங் வெப்பநிலையில் மேற்கொள்ளப்படுகிறது என்பதை நினைவில் கொள்வது மதிப்பு சூழல் -10 முதல் + 30 சி வரை. ஒரு வேளை வெப்பநிலை இந்த நேரத்தில் இந்த எல்லைகளுக்கு வெளியே உள்ளது, ஒரு சிறப்பு கூடாரம் அமைக்கப்பட்டுள்ளது, அதற்குள் தேவையான வெப்பநிலை பராமரிக்கப்படுகிறது. கூடுதலாக, கூடாரம் மழை, மணல் மற்றும் தூசி ஆகியவற்றிலிருந்து வெல்டைப் பாதுகாக்க உதவும். இது குழாய் தயாரிக்கும் செயல்முறையை எளிதாகவும் வேகமாகவும் செய்யும்.
வெல்டிங் அளவுருக்களின் தேர்வு மற்றும் நிறுவல்
எலக்ட்ரோஃபியூஷன் இயந்திரத்தில் அமைக்கப்பட்ட வெல்டிங் அளவுருக்கள் உற்பத்தியாளரின் அறிவுறுத்தல்களுக்கு இணங்க வேண்டும். ஒவ்வொரு கூட்டுக்கும் இதைச் செய்ய வேண்டிய அவசியமில்லை. ஒரே மாதிரியான குழாய்களை வெல்டிங் செய்யும் போது, \u200b\u200bஒரு முறை தீட்டப்பட்ட நிரலைப் பயன்படுத்தலாம். கூடுதலாக, வெல்டிங் அளவுருக்கள் ஒரு பார்கோடு ஸ்கேனரைப் பயன்படுத்தி இயந்திரத்தில் நுழைய முடியும்.
குழாய் மற்றும் இணைப்பு தயாரிப்பு
வெல்டிங் தொடங்குவதற்கு முன், குழாயின் முனைகள் ஒரு சிறப்பு வழியில் தயாரிக்கப்படுகின்றன. இதைச் செய்ய, குழாய்களின் சீரற்ற விளிம்புகள் ஒரு கத்தியால் வெட்டப்பட்டு சமமான முடிவைப் பெறுகின்றன. வெல்டிங் செயல்முறையைப் பொறுத்தவரை, மென்மையான விளிம்புகள் ஒரு பெரிய பாத்திரத்தை வகிக்காது, இருப்பினும், இணைப்பதைப் போடும்போது சீரற்ற தன்மை சுருள்களை மூடுவதற்கும் வெப்ப அளவுருக்களில் மாற்றத்திற்கும் வழிவகுக்கும். குழாயின் உள் மேற்பரப்பின் தூய்மையும் நிலையும் வெல்டிங்கின் தரத்தை பாதிக்காது, எனவே, குழாயின் இந்த பகுதி சுத்தம் மற்றும் செயலாக்கத்திற்கு உட்படுத்தப்படவில்லை.
மேலும், குழாய் மேற்பரப்பில் இருந்து தூசி, அழுக்கு, கிரீஸ் மற்றும் ஆக்சைடு படம் அகற்றப்படுகின்றன, அவை வளிமண்டல ஆக்ஸிஜனுடன் தொடர்பு கொள்ளும்போது எந்தவொரு குழாயின் மேற்பரப்பிலும் தவிர்க்க முடியாமல் உருவாகின்றன. ஒரு ஆக்சைடு படம் மற்றும் அசுத்தங்கள் இருப்பதால் தவிர்க்க முடியாமல் உருகிய மேற்பரப்பின் நிலையின் ஒத்திசைவு மற்றும் வெவ்வேறு பகுதிகளில் வெல்டிங் செயல்முறையின் சீரற்ற போக்கை ஏற்படுத்தும் அல்லது பொதுவாக செயல்முறையின் தவறான போக்கை ஏற்படுத்தும். இது தளர்த்த அல்லது கசிவு இணைப்புக்கு வழிவகுக்கும்.
கொம்போர்ட்னயா டாச்சா நிபுணர்களால் குழாயை சுத்தம் செய்ய சிறப்பு கருவிகள், மாண்ட்ரல்கள் மற்றும் ஸ்கிராப்பர்கள் பயன்படுத்தப்படுகின்றன. அவர்களின் உதவியுடன், குழாயிலிருந்து ஒரு மெல்லிய அடுக்கு அகற்றப்படுகிறது, பொதுவாக 100 - 200 மைக்ரான். பற்றவைக்கப்பட்ட முனைகளுக்கு எதிரே உள்ள குழாய்களின் முனைகள் ஒரு சிறப்பு பிளக் மூலம் செருகப்படுகின்றன. குழாய் வழியாக வளிமண்டல காற்றின் இயக்கத்தை விலக்குவதற்காக இது செய்யப்படுகிறது. இத்தகைய காற்று இயக்கம் திடப்படுத்தும் பயன்முறையை மாற்றி, HDPE குழாய் இணைப்பை தரமற்றதாக மாற்றும்.
பின்னர் குழாய் முனைகளின் வெளிப்புறத்திலிருந்து ஒரு சேம்பர் அகற்றப்படுகிறது. இது கிளட்ச் மீது வைக்கும் செயல்முறையை எளிதாக்கும் மற்றும் கிளட்ச் சுருளுக்கு சேதம் ஏற்படும் அபாயத்தை கணிசமாகக் குறைக்கும். உள் மேற்பரப்பு இணைப்புகள் ஒருபோதும் இயந்திரமயமாக்கப்படுவதில்லை இது சுருளை சேதப்படுத்தும் மற்றும் இணைப்பை சேதப்படுத்தும்.
குழாய் முனைகள் பின்னர் பொசிஷனரில் நிறுவப்பட்டு கவ்விகளால் பாதுகாக்கப்படுகின்றன. இது குழாய்களின் சீரமைப்பை உறுதி செய்கிறது. வெல்டிங்கின் போது பொருத்துதல் குழாய் இயக்கத்தையும் நீக்குகிறது. பொசிஷனரில் நிறுவுவது நீள்வட்டம் மற்றும் குழாய் முனைகளின் தவறான ஒழுங்குமுறை ஆகியவற்றை முற்றிலுமாக நீக்குகிறது.
வெல்டிங்
குழாய்களின் தயாரிக்கப்பட்ட முனைகளில் ஒரு இணைப்பு வைக்கப்படுகிறது, அதன் பிறகு குழாய்கள் ஒன்றையொன்று எதிர்த்து நிற்கும் வரை ஒன்றாகக் கொண்டு வரப்படுகின்றன. கிளட்ச் டெர்மினல்கள் எலக்ட்ரோஃபியூஷன் வெல்டிங் இயந்திரத்தின் டெர்மினல்களுடன் இணைக்கப்பட்டுள்ளன, அதன் பிறகு டெர்மினல்களுக்கு மின்னோட்டம் பயன்படுத்தப்படுகிறது. இந்த வழக்கில், சுழல் வெப்பமடைகிறது, இது ஸ்லீவ் (உள்ளே இருந்து) மற்றும் குழாய் (வெளியில் இருந்து) ஆகியவற்றின் பொருள் உருகுவதற்கு வழிவகுக்கிறது. திரவ பாலிஎதிலின்கள் விரைவாக இடைக்கணிப்பு செயல்முறையைத் தொடங்குகின்றன, மேலும் மின்னோட்டத்தின் சப்ளை நிறுத்தப்பட்ட பிறகு, மூட்டு கடினப்படுத்துகிறது, ஒரு ஒற்றை அடுக்கு உருவாகிறது, இது குழாய் உடலுடன் கலவை மற்றும் கட்டமைப்பில் முற்றிலும் ஒத்திருக்கிறது. இந்த வழியில் பற்றவைக்கப்பட்ட குழாய் அரை மணி நேரத்தில் அழுத்தம் கொடுக்கப்படலாம்.
எலக்ட்ரோஃபியூஷன் முறையால் எச்டிபிஇ குழாய்களை வெல்டிங் செய்வது போன்ற ஒரு செயல்முறையை நீங்கள் மேற்கொள்ள வேண்டிய அனைத்தையும் "வசதியான டச்சா" நிறுவனம் கொண்டுள்ளது - நிலைப்படுத்திகள், எலக்ட்ரோஃபியூஷன் வெல்டிங் இயந்திரங்கள் மற்றும் தேவையான கருவிகள்... எவ்வாறாயினும், எங்களுடைய மிகப் பெரிய செல்வம் எங்களது பரந்த அனுபவமும் தகுதிவாய்ந்த பணியாளர்களும் ஆகும், இது நாங்கள் மிகவும் பெருமைப்படுகிறோம்.
பல்வேறு விட்டம் கொண்ட குழாய்களின் எலக்ட்ரோஃபியூஷன் வெல்டிங்கை மிகக் குறுகிய காலத்தில் மற்றும் மிகவும் போட்டி விலையில் செய்வோம். எங்கள் வேலையின் தரம் மற்றும் வழங்கப்பட்ட பொருட்களுக்கு நாங்கள் உத்தரவாதம் அளிக்கிறோம்.
புக்மார்க்குகளில் சேர்க்கவும்
பாலிஎதிலீன் குழாய்களின் நம்பகமான இணைப்பிற்கான எலக்ட்ரோஃபியூஷன் இணைப்புகள்
மாற்றும் போது பிளாஸ்டிக் குழாய்கள்கம்பிகள், தனிப்பட்ட கூறுகளை நம்பத்தகுந்த முறையில் இணைப்பது அவசியமாகிறது; அத்தகைய நிறுவலை பல வழிகளில் மேற்கொள்ளலாம். பாலிஎதிலீன் குழாய்களுக்கு, இது வெல்டிங்கின் பயன்பாடு ஆகும், இது பட்-வெல்ட் செய்யப்படலாம் அல்லது எலக்ட்ரோஃபியூஷன் ஸ்லீவ் போன்ற ஒரு உறுப்பைப் பயன்படுத்தலாம். உள்ளன இயந்திர முறை இணைப்புகள், ஆனால் இது எப்போதும் அதிக நம்பகத்தன்மை மற்றும் இறுக்கத்தை வழங்காது.
பாலிஎதிலீன் குழாய்களுக்கான எலக்ட்ரோஃபியூஷன் வெல்டிங் இன்று மிகவும் நம்பகமான மற்றும் நீடித்த வெல்டிங்கில் ஒன்றாகும்.
மொத்தத்தில், மூன்று முறைகள் இன்று வேறுபடுகின்றன:
- பொருத்துதல்களுடன் இயந்திர இணைப்பு;
- பட் வெல்டிங், ஆனால் அது எப்போது மட்டுமே பொருந்தும் சில நிபந்தனைகள்குழாயின் முனைகளை கடுமையாக சரிசெய்யும்போது;
- எலக்ட்ரோஃபியூஷன் வெல்டிங், இது கடினமான நிலைகளில் பயன்படுத்தப்படுகிறது, எடுத்துக்காட்டாக, கிணறுகள், தொழில்நுட்ப திறப்புகள், குறுகிய பள்ளங்கள், அவசர பழுதுபார்ப்புகளுக்கு.
பட்-வெல்டிங்: இணைப்புக் கொள்கை

பட் வெல்டிங்கின் பயன்பாடு ஒரு பிளாஸ்டிக் குழாயின் முனைகளை எளிமையாக வெப்பப்படுத்துவதாகும், இதில் வெல்டிங் செய்யப்பட வேண்டிய அனைத்து கூறுகளும் ஒரு பிசுபிசுப்பு-திரவ நிலைக்கு சூடாகின்றன, அதன் பிறகு பாலிஎதிலீன் குழாய்களின் முனைகள் அழுத்தத்தின் கீழ் இணைக்கப்படுகின்றன. அத்தகைய வேலையைச் செய்யும்போது, \u200b\u200bதயாரிப்பு கடுமையாக சரி செய்யப்பட வேண்டும், வெல்டிங் மற்றும் குளிரூட்டலின் போது எந்த மாற்றங்களும் பிற இயக்கங்களும் அனுமதிக்கப்படாது.
இந்த தொழில்நுட்பம் மிகவும் எளிதானது, ஆனால் எல்லா சூழ்நிலைகளிலும் இது சாத்தியமில்லை, ஒரே விட்டம் மற்றும் ஒரே தர பாலிஎதிலினுடன் குழாய்களை இணைப்பதற்கு மட்டுமே. உடன் பிளாஸ்டிக் வேகவைக்கவும் வெவ்வேறு பண்புகள் இந்த முறையைப் பயன்படுத்துவது சாத்தியமற்றது. பணி நிலைமைகள் பின்வருமாறு:
- குழாய் சுவர் தடிமன் 4.5 மி.மீ க்கும் குறைவாக இருக்கக்கூடாது;
- -15 முதல் +45 டிகிரி வரையிலான வெப்பநிலை வரம்பில் மட்டுமே வெல்டிங் சாத்தியமாகும்;
- இந்த முறையுடன் மின்சார நுகர்வு அற்பமானது;
- வெல்டிங் செய்யும்போது, \u200b\u200bசிக்கலான உபகரணங்களைப் பயன்படுத்த வேண்டிய அவசியமில்லை;
- பிளாஸ்டிக் குழாய்களின் முனைகளை பாதுகாப்பாக சரிசெய்ய முடிந்தால் மட்டுமே இந்த முறை பயன்படுத்தப்படுகிறது, சிக்கலான வேலைக்கு, அடையக்கூடிய இடங்கள் பட் வெல்ட் பொருத்தமானதல்ல - எலக்ட்ரோஃபியூஷன் மட்டுமே பொருத்தமானது.
மின் இணைப்புகளின் நன்மை

குழாய்களை சீக்கிரம் சரிசெய்ய வேண்டிய அவசியம் இருக்கும்போது பாலிஎதிலீன் குழாய்களின் வெல்டிங் சிறந்தது.
எந்தவொரு விட்டம் கொண்ட பாலிஎதிலீன் குழாய்களை இணைக்க எலக்ட்ரோஃபியூஷன் இணைப்புகளைப் பயன்படுத்துவது பட் வெல்டிங் முறை அவ்வளவு வசதியானதாகவும் நடைமுறைக்குரியதாகவும் இல்லாதபோது முக்கியமாக உள்ளது. ஒரு விதியாக, இவை கழிவுநீர் கிணறுகள், மிகவும் குறுகிய மற்றும் சிரமமான தடங்கள், கட்டிடங்களின் அஸ்திவாரங்கள் மற்றும் சுவர்களில் பெருகிவரும் துளைகள். அதாவது, நறுக்குதல் இயந்திரத்தை வெறுமனே நிறுவ முடியாதபோது, \u200b\u200bஒரு இணைப்பின் உதவியுடன் வெல்டிங் செய்யும் முறை சிறந்தது.
அத்தகைய இணைப்பு முறையைப் பயன்படுத்துவதன் மற்றொரு நன்மை என்னவென்றால், பாலிஎதிலீன் குழாய்களுக்கு சேதம் ஏற்பட்டால், சிக்கல்களை மிகக் குறுகிய காலத்தில் அகற்ற வேண்டியிருக்கும் போது, \u200b\u200bபல்வேறு விபத்துக்களில் இது பொருத்தமானது.
கூடுதலாக, மின்சார வெல்டிங் மிகவும் எளிதானது, சிறப்பு அறிவு தேவையில்லை, இணைப்பின் சிறப்பு துளைகளைப் பயன்படுத்தி இணைப்பின் தயார்நிலையை எளிதில் நிறுவ முடியும்.
நீங்கள் ஒரு நவீன சாதனத்தைப் பயன்படுத்துகிறீர்களா என்பதை வெல்டிங் முறைக்குத் தேவையான சரியான வெப்பநிலை தீர்மானிக்க எளிதானது - இது தேவையான தகவல்களை எலக்ட்ரோஃபியூஷன் பார்கோடு இருந்து நேரடியாகப் படிக்கும் திறனைக் கொண்டுள்ளது.
வேலைக்கு, மிக அதிகம் எளிய கருவிகள், குழாயின் முனைகளை அகற்றுவதற்கான ஒரு சாதனம் மட்டுமே, எலக்ட்ரோஃபியூஷன் இணைப்புகள் தங்களை இணைக்கும் மற்றும் வெல்டிங் இயந்திரம் உட்பட.
எலக்ட்ரோஃபியூஷனைப் பயன்படுத்தி வெல்டிங் பாலிஎதிலீன் குழாய்களின் நிலைகள்
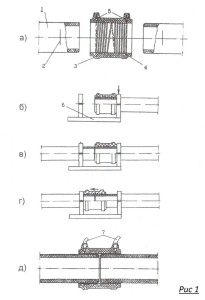
ZN உடன் இணைப்புடன் குழாய்களை இணைக்கும்போது வேலையின் வரிசை: a - இணைப்பை தயாரித்தல்; b, c, d - கூட்டு நிறுவலின் நிலைகள்; d- கூட்டு, வெல்டிங்கிற்கு ஏற்றப்பட்டது; 1 - குழாய்; 2 - இணைப்பு ஆழத்தின் குறி மற்றும் குழாயிலிருந்து ஆக்சைடு அடுக்கை அகற்றுதல்; 3 - கிளட்ச்; 4 - இசட்.என் .; 5 - முனையங்கள்; 6 - நிலைப்படுத்தல்; 7 - வெல்டிங் இயந்திரத்தின் முனையங்களுடன் கேபிள்கள்
எலக்ட்ரோஃபியூஷன் உதவியுடன், இது இந்த வழியில் மேற்கொள்ளப்படுகிறது:
- முதலில் நீங்கள் ஒரு வளாகத்தை மேற்கொள்ள வேண்டும் ஆயத்த வேலை, இணைக்கப்பட வேண்டிய இரண்டு குழாய்களின் மேற்பரப்பை சுத்தம் செய்தல், ஆக்சைடு அடுக்கை சுத்தம் செய்தல், அழுக்கு ஆகியவை இதில் அடங்கும். இதை கத்தி, ஸ்கிராப்பர் அல்லது சிறப்பு இயந்திரமயமாக்கப்பட்ட சாதனம் மூலம் செய்யலாம். இது மிகவும் விலை உயர்ந்தது, ஆனால் ஒரு பெரிய விட்டம் கொண்ட குழாய்களை நிறுவும் போது, \u200b\u200bஒரு வழக்கமான கத்தியைப் பயன்படுத்துவது மிகவும் கடினம்.
- இணைப்பை வைக்க, அனைத்து பகுதிகளையும் சரியான நிலைக்கு இணைக்க அனுமதிக்கும் சிறப்பு நிலைப்படுத்தியைப் பயன்படுத்த பரிந்துரைக்கப்படுகிறது. ஒரு சிறப்பு ரவுண்டிங் தட்டு உற்பத்தியின் சில கருமுட்டையை அகற்ற உதவுகிறது.
- வெல்டிங் செய்யப்பட வேண்டிய அனைத்து மேற்பரப்புகளும் சிதைக்கப்பட வேண்டும். இந்த நடைமுறை உள்ளேயும் வெளியேயும் உற்பத்தி செய்வது அவசியம்;
- வெளியில் மழை அல்லது பனிப்பொழிவு ஏற்பட்டால், அனைத்து உறுப்புகள், குழாய்கள், இணைப்புகள் போன்றவை ஒரு விதானத்தின் கீழ் அகற்றப்பட்டு வெல்டிங் அங்கு தொடரப்பட வேண்டும். இந்த விதியை கணக்கில் எடுத்துக்கொண்டு மட்டுமே குழாய் இணைக்கப்பட வேண்டும், இல்லையெனில் நீங்கள் நம்பகமான கட்டுதல் பற்றி கனவு காண முடியாது.
- பாலிஎதிலீன் குழாய்கள் தயாரிப்பதை முடித்த பிறகு, நீங்கள் நேரடியாக வெல்டிங்கிற்கு செல்லலாம். மின்சார இணைப்பு ஒரு குழாயின் முடிவில் வைக்கப்படுகிறது, ஒரு வழக்கமான சுத்தியலைப் பயன்படுத்தி, குழாயின் முனைகள் மற்றும் இணைப்பு சீரமைக்கப்படுகின்றன, அதன் பிறகு இரண்டாவது குழாயின் முடிவில் சரியாக பாதியிலேயே ஒரு குறி வைக்கப்பட வேண்டும். மேலும், பாலிஎதிலீன் குழாய்களின் முனைகள் ஒன்றிணைந்து சீரமைக்கப்படுகின்றன, இணைப்பு செய்யப்பட்ட குறிக்கு மேலே தள்ளப்படுகிறது.
- வெல்டிங் இயந்திரத்திலிருந்து வரும் கம்பிகள் எலக்ட்ரோஃபியூஷனின் சிறப்பு முனையங்களில் செருகப்படுகின்றன, வெல்டிங் செயல்முறை தானாகவே தானியங்கி முறையில் மேற்கொள்ளப்படுகிறது. நவீன வெல்டிங் சாதனங்கள் நீங்கள் தனிப்பயனாக்க அனுமதிக்கிறோம் வெப்பநிலை ஆட்சி விற்கப்பட்ட இணைப்பின் லேபிளில் அச்சிடப்பட்ட பார்கோடு படிப்பதன் மூலம் இணைப்புகள்.
- அதன் பிறகு, வெல்டிங் முழுமையானதாகக் கருதப்படுகிறது, இது மின்சார இணைப்பு கொண்டிருக்கும் சிறப்பு துளைகளால் கவனிக்கப்படுகிறது. உருகிய பாலிஎதிலினின் சொட்டுகள் இந்த துளைகளிலிருந்து வெளியேறத் தொடங்குகின்றன, அதன் பிறகு கம்பிகளை கிளட்ச் டெர்மினல்களில் இருந்து அகற்றலாம்.
- கடைசி கட்டம் பிளாஸ்டிக் குழாய்களின் அனைத்து பற்றவைக்கப்பட்ட பிரிவுகளின் முழுமையான குளிரூட்டலாகும், அவை தொடக்கூடாது அல்லது இடம்பெயரக்கூடாது.
குழாய் இணைப்புகளை இணைப்பதன் இந்த எளிமைதான், எந்த எல்.டி.பி.இ பாலிஎதிலின்கள் பயன்படுத்தப்படுகின்றன, அது செயல்படுகிறது முக்கிய காரணம் எலக்ட்ரோஃபியூஷன் மற்றும் வெல்டிங் பயன்பாடு. இந்த இணைப்பு மிகவும் வலுவானதாகவும் நம்பகமானதாகவும் மாறும், இது கசிவுகள் மற்றும் பிற சிக்கல்கள் இல்லாததை உறுதி செய்கிறது. பாலிஎதிலீன் குழாய் இணைப்பு சுமார் ஒரு நூற்றாண்டு வரை உங்களுக்கு சேவை செய்யும்.
பாலிஎதிலீன் குழாய்களை இணைக்கப் பயன்படுத்தப்படும் எலக்ட்ரோஃபியூஷன் இணைப்புகள் விரைவான மற்றும் எளிதான நிறுவலை அனுமதிக்கின்றன. பாலிஎதிலீன் அதிக வெப்பநிலையில் உருகும், குளிர்ந்த பிறகு, ஒரு ஒற்றைக்கல் கலவை உருவாகிறது, இது நம்பகமான மற்றும் நீடித்தது. குழாய் கசிவு பற்றி நீங்கள் கவலைப்பட வேண்டியதில்லை.